Hi,歡迎來(lái)到黃頁(yè)88網(wǎng)!
-
客服中心 |
-
 移動(dòng)版官網(wǎng)
移動(dòng)版官網(wǎng) 微信公眾號(hào)
微信公眾號(hào) 視頻號(hào)
視頻號(hào)


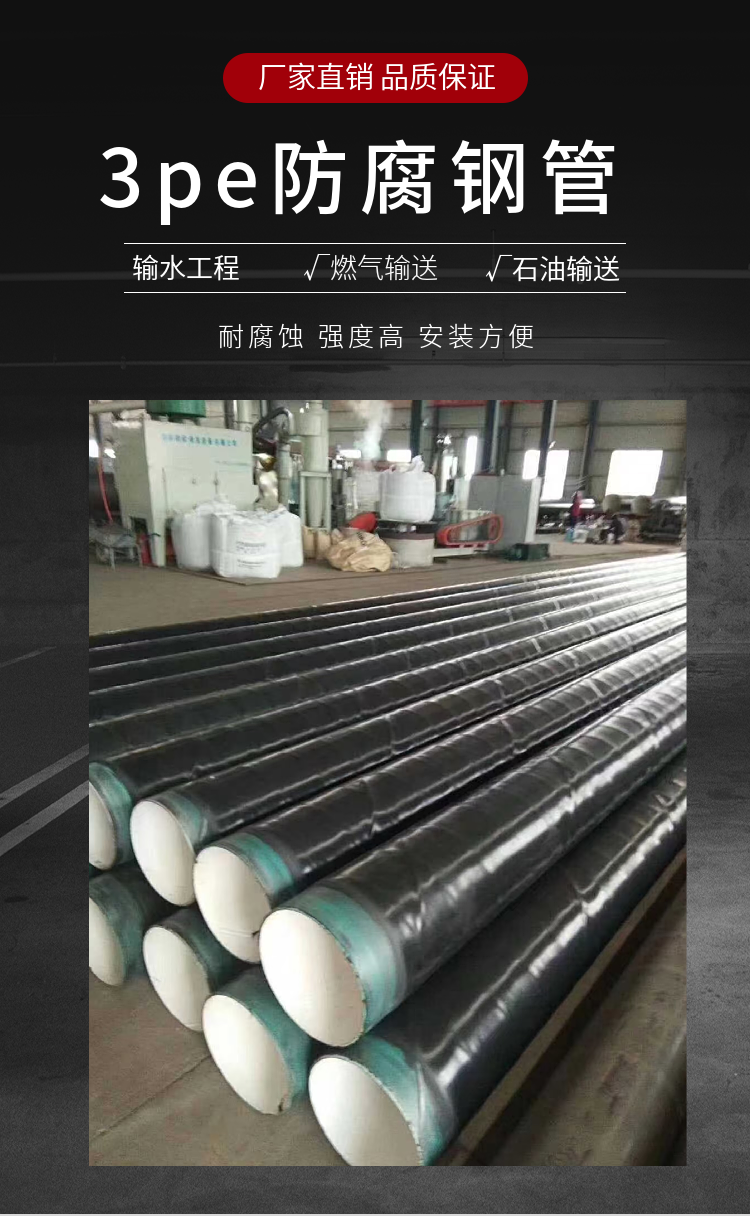

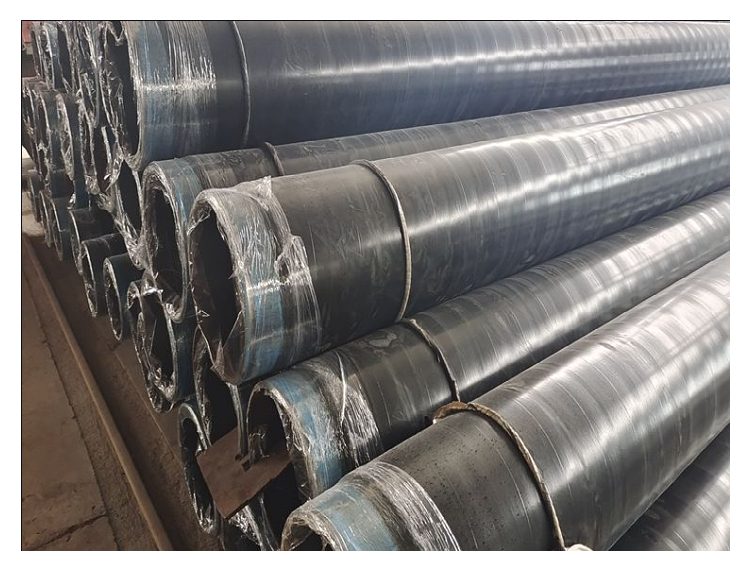









三種材料融為一體,并與鋼管牢固結(jié)合形成優(yōu) 蝕能力,施工方簡(jiǎn)有速,熱軋帶鋼機(jī)組軋制工藝具有一系列的優(yōu)點(diǎn),具有生產(chǎn)管線鋼的冶金工藝能力,例如,在輸架上裝有水冷卻以加速冷卻,這就允許使用低合金成分來(lái)達(dá)到特殊的強(qiáng)度等級(jí)和低溫韌性,從而改進(jìn)鋼材的可焊性,材質(zhì)有普通和碳素結(jié)構(gòu)(Q215-A~Q275-A和10~50號(hào)鋼)、低合金鋼(09MnV、16Mn等)、合金鋼、不銹耐酸鋼等,按用途分為一般用途的(用于輸水、氣管道和結(jié)構(gòu)件、機(jī)械零件)和的(用于鍋爐、地質(zhì)勘探、軸承、耐酸等)兩類彎曲試驗(yàn):外徑小于等于22mm的鋼管應(yīng)進(jìn)行彎曲試驗(yàn),彎曲角度為90度,彎心半徑為鋼管外徑的6倍,彎曲處不得出現(xiàn)裂縫和裂口,生產(chǎn)中出現(xiàn)厚度不均的原因主要有幾處幾口摸出料不均,鋼管彎曲,控制3pe防腐管道涂層不均的情況的有效是幾口擠出模使幾處的防腐涂層厚度盡可能均勻,不合格鋼管不上線涂敷等策略,鋼管防腐層制作結(jié)束后采用循環(huán)水澆涂的進(jìn)行冷卻固定成型,循環(huán)水澆涂室對(duì)防腐完的鋼管進(jìn)行防腐層表層的冷卻時(shí)應(yīng)逐段分次的進(jìn)行。