Hi,歡迎來到黃頁88網(wǎng)!
翅片拼湊:先制作翅片,然后將翅片的根部折疊在一起,壓力加工后卡緊,片段緊密咬合成一個整體。這個過程可以隨意制成總寬度.高翅片散熱器。問題是片與片之間是分體的,導熱阻大。導熱性大大降低。
插入式類型:由底板和多個翅片組成。在底板的一側銑削插槽,將翅片的一端插入插槽中,并將其卡緊。這種散熱器只有少數(shù)鋁板的頂部插入底板。當接觸導熱面積有,熱阻會稍大。熱阻參數(shù)的一致性也很差。
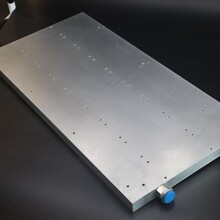
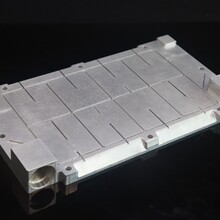
水冷板的強度。采用深孔加工,或者盡量小面積焊接是提高強度的方法;可以分多處小塊焊接,盡量避免大面積蓋板焊接
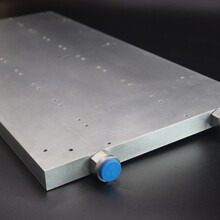
水冷板的承壓和泄漏測試
依照客戶規(guī)格對產品性能進行測試
承壓和泄露測試。水冷板通常要求產品測試壓力為正常使用壓力的2~3倍,保壓時間一般在15~120min之間。
在產品首批測試的時候,由于無法知道產品確切的能抗多少壓力,所以測試的時候不可一次性將產品內通入大的壓力,可以逐步從低壓(20%,50%測試壓力)往產品內通入介質,保壓3~5分鐘,觀察產品是否變形、泄露,后增加至測試壓力,觀察是否泄露變形,產品在無法抵抗壓力爆裂前都會變形,可以通過量塊檢查平面度來檢測。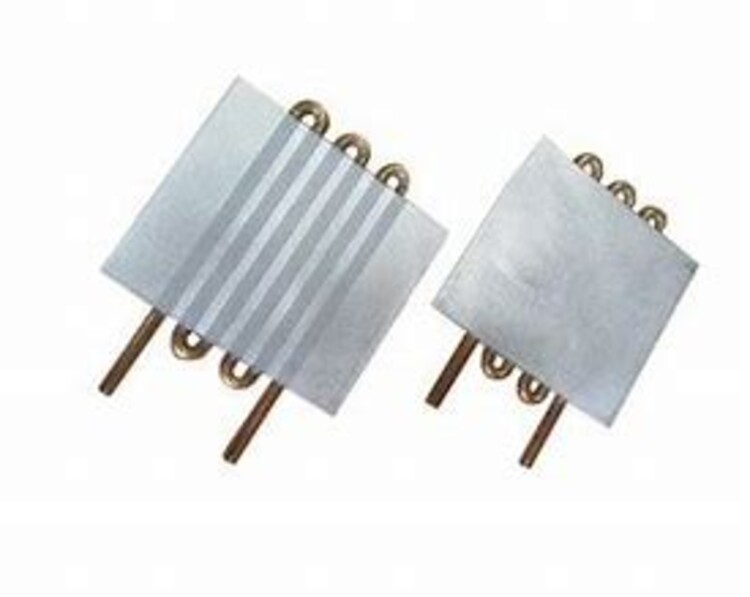
以某產品需要測試10kg/cm2為例,首件產品先通入2kg壓力,保壓10分鐘,觀察無異樣,然后通入5kg,后才通入7kg,再至10kg。驗證產品可以抵抗10kg壓力后,后續(xù)測試依照2kg 3分鐘,5kg 3分鐘,10kg 10分鐘測試(具體按照客戶要求或者設計規(guī)格)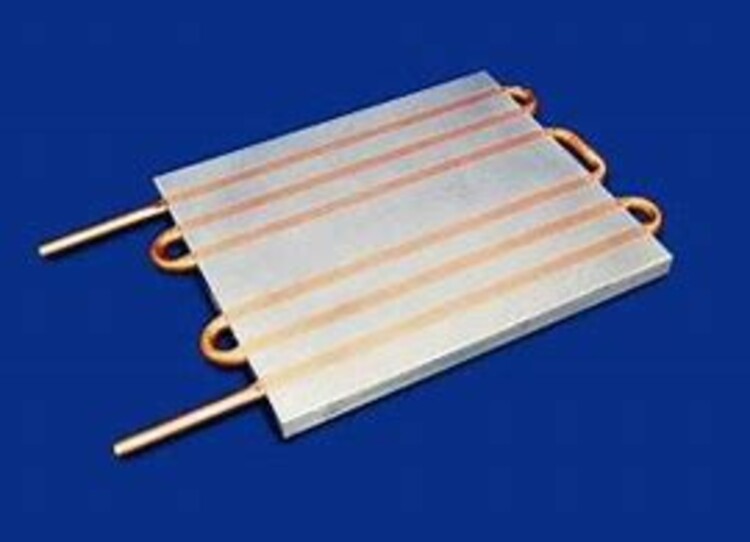
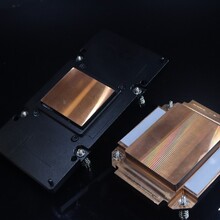
冷板材料上,目前業(yè)內主要采用的是鋁合金,銅的導熱效果更好,但成本要貴得多,所以不是主流方向,在非電池包領域有應用;對于提高導熱界面的導熱效率,主要是在導熱界面材料TIM上做功夫,由之前的空氣介質,到后來的導熱墊,再到目前的導熱膠,TIM的導熱效果在不斷提高。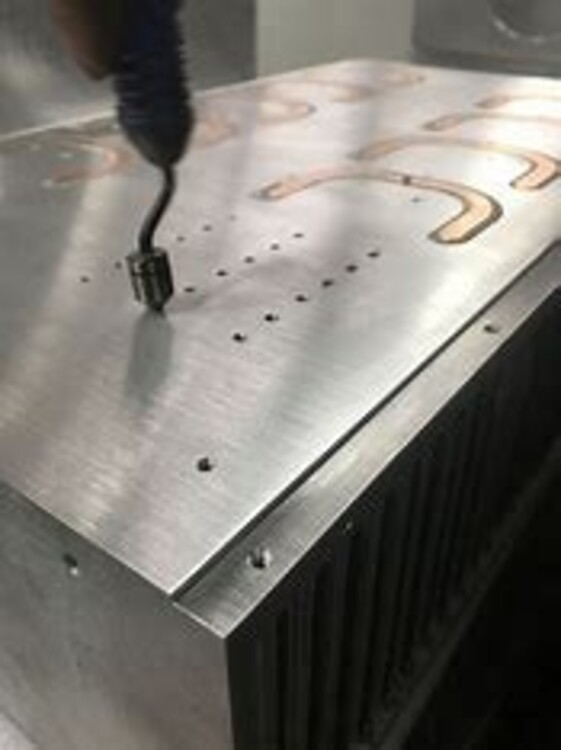
在上述兩點確認后,冷板設計的重心基本就集中到了提高冷板與電芯的接觸面積、調整流道設計,提高流體自身的效果上來。這種變化我們可以從法雷奧對于不同充電功率所需冷卻效果(綜合換熱系數(shù))的劃分上對比來看。