密碼找回
賬號找回
刪除信息
常見問題
金剛石復合片工廠深圳海明潤PDC復合片廠家
國內金剛石復合片PDC復合片廠家
國內金剛石復合片PDC復合片廠家—深圳海明潤
金剛石復合片哪家好
微信在線
18102283661 350489537
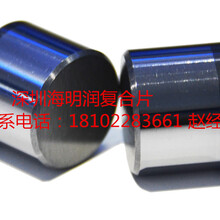
陜北氣井油井金剛石復合片深圳海明潤復合片PDC復合片
價格面議
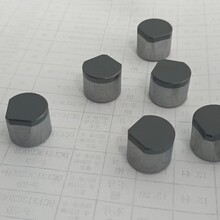
打泥巖防鉆頭泥包PDC鉆頭金剛石復合片PDC復合片
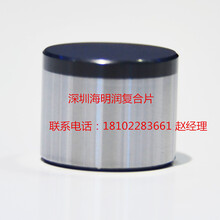
國內品牌深圳海明潤復合片廠家供應金剛石復合片PDC復合片
海明潤PDC復合片1613型1913型金剛石復合片
深圳海明潤廠家金剛石復合片PDC復合片聚晶金剛石復合片
金剛石復合片供應