聯系人鮑紅美
模具硅膠的使用方法?開硅膠模具的制作流程
灌注模的操作流程:
1、處理好模種;表面不光滑的產品可進行打磨拋光,均勻涂刷脫模劑(凡士林、洗潔精、香皂水等),以便成型后取模;
2、嚴格按照混合比例稱重配比;
3、A/B混合充分攪拌均勻;攪拌越均勻,A/B膠料反應越充分,產品成型后質量越好;
4、抽真空排氣泡處理;排泡時間不超過10分鐘,正常時間為3到5分鐘即可,以免硅膠提前交聯,造成浪費;
5、將排泡處理過的硅膠,沿著模種的邊緣部位緩慢倒入,以免迅速倒入產生氣泡,且容易留出死角;
6、根據環境溫度情況,等待硅膠固化,然后取出硅膠模具中的模種,硅膠模具既制作完成。
刷模操作方法:
·處理好模種;表面不光滑的產品可進行打磨拋光,均勻涂刷脫模劑(凡士林、洗潔精、香皂水等),以便成型后取模;
·嚴格按照混合比例1:1稱重配比;
·A/B混合充分攪拌均勻;攪拌越均勻,A/B膠料反應越充分,產品成型后質量越好;
·抽真空排氣泡處理;排泡時間不超過10分鐘,正常時間為3到5分鐘即可,以免硅膠提前交聯,造成浪費(如沒有真空設備,可將AB膠混合攪拌后,靜置3-5分鐘后,再進行刷模操作);
·將排泡處理過的硅膠,用毛刷均勻涂刷在模種表面(如沒有真空設備,建議每次刷薄一些),可用吹風機吹散第二次產生的氣泡,等待10-15分鐘左右硅膠表干,重復上一次的操作步驟,依次類推達到理想厚度;
·根據環境溫度情況,等待硅膠完全固化,然后取出硅膠模具中的模種,硅膠模具既制作完成,建議放置24小時后投入使用。

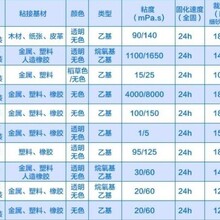
模具硅膠?不冒油的模具膠特點:
a、模具硅膠的線收縮率很低,小于0.3%,可以實現1:1原型復制產品;
b、耐低溫,液體模具硅膠成型后,產品在零下-50度性能不變,硅膠模具不脆,依然很柔軟,適合各種復雜的環境,減少產品對環境、地域的限制。
c、耐高溫,液體模具硅膠成型后,產品在180度左右可以正常使用,性能不會受到影響;
d、液體模具硅膠成型后,產品的抗撕裂性能、伸長率、回彈性能很好,模具使用的壽命較長,;
e、模具硅膠具有較好的化學惰性,耐酸堿、耐臭氧、耐老化、不變形、不膨脹的特點;
f、模具硅膠的線收縮率小于0.3%,性能穩定、生產出來的模具不會變形、適合各種產品的原型復制,精細領域等;
g、模具硅膠性能穩定耐臭氧、耐紫外線、耐酸堿、不膨脹等特點,產品在復雜環境可保持正常工作,其優良性能不會受到影響;

(三)硅膠的調配與制模
硅膠調配好后應及時制模。將膠液用滴流的方式倒在模種的高部位,讓其自然流淌,流不到位的地方用油畫筆刷到位,如果是片模硅膠不但充滿整個產品而且膠泥上也要刷均勻。每一個產品至少刷三層硅膠,每一層硅膠的厚度為1mm,在刷硅膠的過程中,要求每一層固化后才能刷另外一層,在刷第三層時要在第二層上面加一層紗布來增加硅膠的強度。整個模具硅膠部分根據產品的大小不同的要求厚度控制在3 - 4mm,寬度不大于產品寬度60mm。硅膠開始凝固時間為20分鐘