Hi,歡迎來到黃頁88網(wǎng)!
注塑壓力是由注塑系統(tǒng)的液壓系統(tǒng)提供的。液壓缸的壓力通過注塑機(jī)螺桿傳遞到塑料熔體上,塑料熔體在壓力的推動下,經(jīng)注塑機(jī)的噴嘴進(jìn)入模具的豎流道(對于部分模具來說也是主流道)、主流道、分流道,并經(jīng)澆口進(jìn)入模具型腔,這個過程即為注塑過程,或者稱之為填充過程。壓力的存在是為了克服熔體流動過程中的阻力,或者反過來說,流動過程中存在的阻力需要注塑機(jī)的壓力來抵消,以填充過程順利進(jìn)行。
影響熔體填充壓力的因素很多,概括起來有3類:⑴材料因素,如塑料的類型、粘度等;⑵結(jié)構(gòu)性因素,如澆注系統(tǒng)的類型、數(shù)目和位置,模具的型腔形狀以及制品的厚度等;⑶成型的工藝要素。
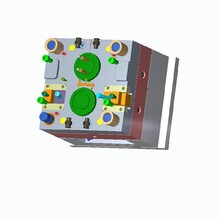
模具(mú jù),工業(yè)生產(chǎn)上用以注塑、吹塑、擠出、壓鑄或鍛壓成型、冶煉、沖壓等方法得到所需產(chǎn)品的各種模子和工具。 簡而言之,模具是用來制作成型物品的工具,這種工具由各種零件構(gòu)成,不同的模具由不同的零件構(gòu)成。它主要通過所成型材料物理狀態(tài)的改變來實現(xiàn)物品外形的加工。素有“工業(yè)之母”的稱號。
包括塑料模(如雙色模具、壓塑模和擠塑模等) 、橡膠模和粉末冶金模等。 根據(jù)結(jié)構(gòu)特點(diǎn),模具又可分為平面的沖裁模和具有空間的型腔模。模具一般為單件,小批生產(chǎn)。
是先把塑料加入到注射機(jī)的加熱料筒內(nèi),塑料受熱熔融,在注射機(jī)螺桿或柱塞的推動下,經(jīng)噴嘴和模具澆注系統(tǒng)進(jìn)入模具型腔,由于物理及化學(xué)作用而硬化定型成為注塑制品。注射成型由具有注射、保壓(冷卻)和塑件脫模過程所構(gòu)成循環(huán)周期,因而注射成型具有周期性的特點(diǎn)。熱塑性塑料注射成型的成型周期短、生產(chǎn),熔料對模 具的磨損小,能大批量地成型形狀復(fù)雜、表面圖案與標(biāo)記清晰、尺寸精度高的塑件;但是對于壁厚變化大的塑件,難以避免成型缺陷。塑件各向異性也是質(zhì)量問題之 一,應(yīng)采用一切可能措施,盡量減小。
亦稱鑄壓成型。是將塑料原料加入預(yù)熱的加料室內(nèi),然后把壓柱放入加料室中鎖緊模具,通過壓柱向塑料施加壓力,塑料在高溫、高壓下熔化為流動狀態(tài),并通過澆注系統(tǒng)進(jìn)入型腔逐漸固化成塑件。此種成型方法,也稱傳遞模塑成型。壓注成型適用于各低于固性塑料,原則上能進(jìn)行壓縮成型的塑料,也可用壓注法成型。但要求成型物料在低于固化溫度時,熔融狀態(tài)具有良好的流動性,在固化溫度時,有較大的固化速率。