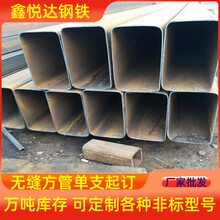
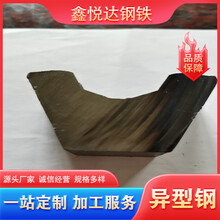
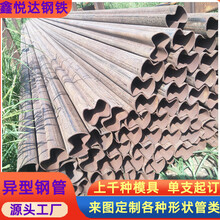
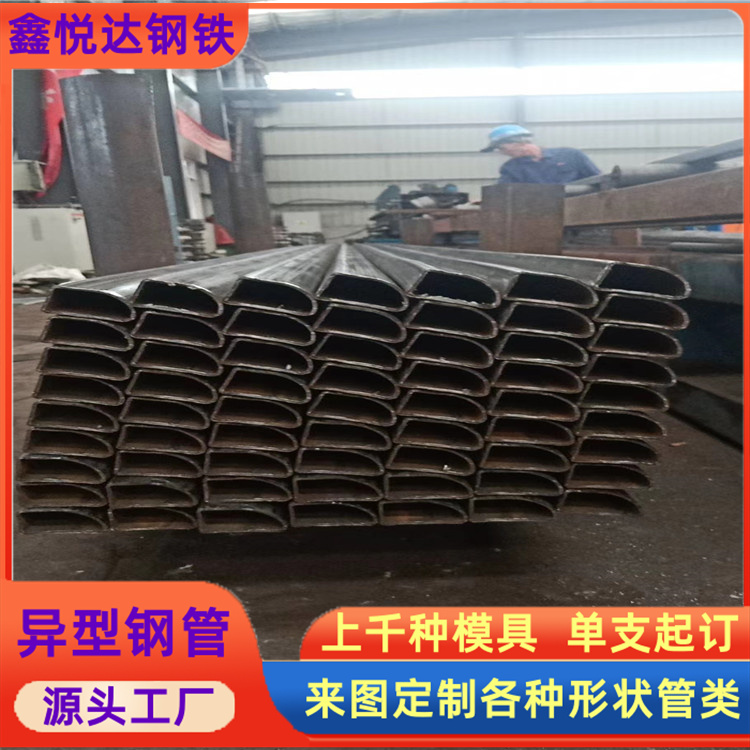
小口徑扇形管圍欄網用50×50鍍鋅扇形管生產廠家
影響異型管高頻焊接質量的因素很多,今天我們就先為大家介紹一下如何調控高頻感應圈的位置,它主要受以下六點因素影響:(一)高頻感應圈應盡量接近擠壓輥位置。若感應圈距擠壓輥較遠時,有效加熱時間較長,熱影響區較寬,方矩管,焊縫強度下降;反之,焊縫邊緣加熱不足,鍍鋅方管,擠壓后使異型管成型不良;(二)異型管坯的兩個邊緣在高頻感應圈加熱到焊接溫度后,由擠壓輥擠壓形成共同的金屬晶粒互相滲透、結晶,終形成牢固的焊縫。若擠壓力過小,形成共同晶體的數量就小,焊縫金屬強度下降,受力后會產生開裂。若擠壓力過大,將會使熔融狀態的金屬被擠出焊縫,不但降低了焊縫強度,而且會產生大量的內外毛刺,甚至造成焊接搭縫等缺陷;
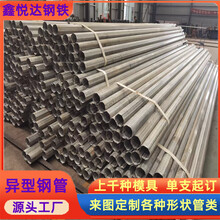
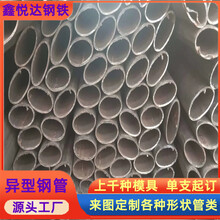
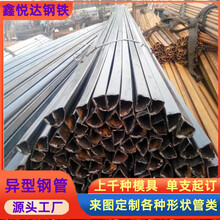
山東鑫悅達方管廠是一家集生產銷于一體,以方管、異型管為主營產品的大型鋼材企業,異型管、扇形管、橢圓管、滾筒管、面包管、馬蹄管、八角管、六角管、八字管、梅花管。T型管、三角管等產品,產品主要用于各種機械、汽車、工業鏈條、金屬結構、橋梁結構、桁架結構、鐵路各線普通道岔及提速道岔的墊板、鐵路墊板、鐵路車輛的以及紡織機械、工具、農具等行業的用材,常備異型管庫存10000多噸。
13,扭曲:條型冷軋原材料沿縱坐標擰成螺旋形;14,鋅灰:鋅灰就是指原材料在加溫、冷軋和制冷全過程中,在異型鋼管表層轉化成的氫氧化物。異型鋼管生產過程中碰到的難題下邊大家給大伙兒匯總一下異型鋼管生產制造生產過程中普遍八大難題,主要內容以下:1、焊接缺點:焊接缺點較比較嚴重,選用手工制作機械設備打磨拋光解決方式來填補,造成的打磨拋光印痕,導致表層不勻稱,影響美觀大方。只對焊接開展磷化處理,也導致表層不勻稱
異型鋼管激光切割,激光刀頭的機械部分與工作無接觸,在工作中不會對工作表面造成劃傷;異型鋼管切割速度快,切口光滑平整,一般無需后續加工;切割熱影響區小,板材變形小,切縫窄;切口沒有機械應力,無剪切毛刺;加工精度高,重復性好,不損傷材料表面;數控編程,可加工任意的平面圖,可以對幅面很大的整板切割,無需開模具,經濟省時。然而根據切割效果來定義分析,異型鋼管激光切割,根據激光進行切割的材料,其切割效果能夠滿意,度又高,這是繼承了激光的優勢,也是普通切割防濕不能夠媲。
以“客戶的成功,才是我們的成功”的經營準則為廣大客戶質的服務。
小口徑扇形管圍欄網用50×50鍍鋅扇形管生產廠家在固液別離和水處理技能方面,已有廣泛的運用,處理微細粒嵌布弱磁性鐵礦也與成功的工業實踐。改動顆粒表面電位或電性,使不同顆粒的電位發生較大不同,然后關于特定高分子絮凝劑,不同顆粒表面的活性質點數量不同增大,以到達挑選性意圖。前期關于挑選性絮凝的成功報導和現在的許多關于挑選性絮凝的工業運用,都是運用此辦法進行的,該辦法的運用現已有了老練的經歷。里德(Rea對赤鐵礦-石英系統做了較為具體的研討。在赤鐵礦-石英系統中,預先參加了和六偏磷酸鈉,使石英和赤鐵礦的電位不同較大,再經強陰離子型聚酰胺絮凝劑參加赤鐵礦-石英系統。