使用冷鍛散熱器模具AL鑄造1050系列材料也可以使用AL6063系列材料鑄造,兩種材料可以同時使用一套模具,從而增加客戶的選擇,以滿足不同的需求!
產品結構異常
底板上下可通過冷鍛工藝產生異性結構,兩側也可沖壓成特殊形狀
散熱面積大
冷鍛散熱器散熱片薄厚,可達0.7MM,間距能做到1MM,薄而多的散熱片,大大增加了與空氣的接觸面積,更有利于空氣對流散熱。
鰭片多樣化
冷鍛工藝可以滿足圓柱形等各種形狀的鰭.塊狀.立柱.六邊柱等形狀
大尺寸散熱器
冷鍛工藝和3000噸以上常壓設備可一次成型2600噸*尺寸超過260,
高長徑比
冷鍛散熱器長徑比在1:50以上,擠出一般在1:25以上
多方向出入風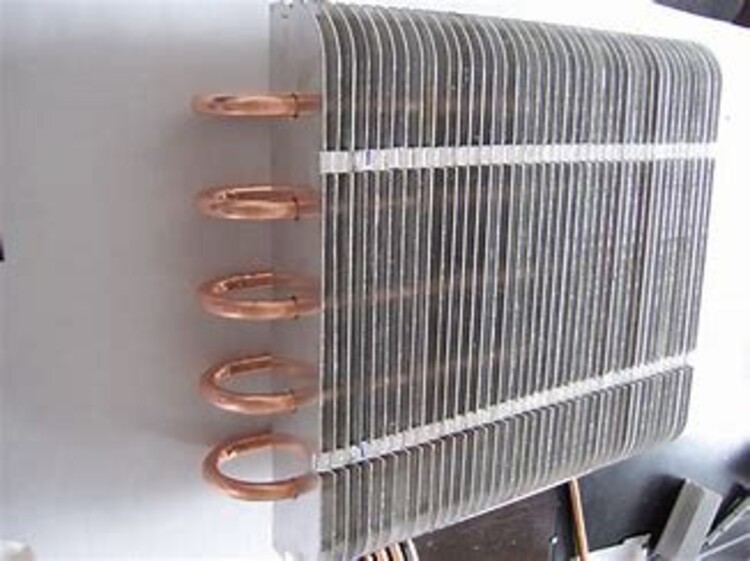
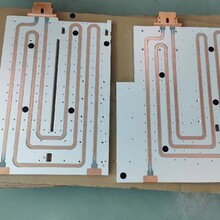
水冷板的焊接方式有:氮氣保護釬焊,真空釬焊,氬弧焊,攪拌摩擦焊等。焊接方式的選用與材質和產品的厚度有關,氮氣保護釬焊和真空釬焊通常適用于產品壁薄,質量小的產品如熱交換器,雷達天線等,焊接母材通常選用AL3003,AL4004,AL4045,AL4043等;氬弧焊接由于起弧溫度高,加上有氬氣保護,可以焊接任意形式鋁材,但是由于氬焊溫度高,焊接的母材需比較厚,焊接時容易產生局部變形,焊縫需要后加工處理,加工面有砂眼,裂紋等缺陷。氬焊通常采用手工操作,具有不穩定性。攪拌摩擦焊接特別適用于鋁合金的焊接,具有缺陷率低、綠色環保的技術特點,是厚壁較大型的冷板制作的焊接工藝。以上無論何種焊接方式,焊縫周圍都需要注意材料無雜質,否則影響焊接產生缺陷。
冷板因為要布置流道,所以通常采用上下板塊結合的方式,基體采用CNC機械加工流道或者大批量制造的壓鑄基體及鑄造與埋管的結合工藝,另外也可以輔助其他的如深孔加工的方式;蓋板采用CNC機械加工或者其他諸如沖壓、水切割等方式制作。基體與蓋板采用焊接的方式加以連接,形成一體化的水冷板。焊接面和管道結合孔盡量避開吸熱面;管道接頭依客戶要求,需要考量螺紋連接方式,規格,強度等。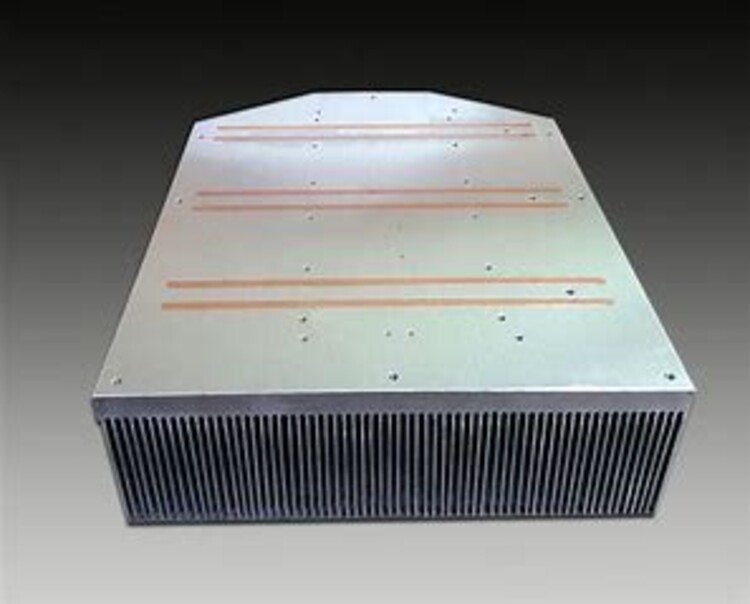
在產品首批測試的時候,由于無法知道產品確切的能抗多少壓力,所以測試的時候不可一次性將產品內通入大的壓力,可以逐步從低壓(20%,50%測試壓力)往產品內通入介質,保壓3~5分鐘,觀察產品是否變形、泄露,后增加至測試壓力,觀察是否泄露變形,產品在無法抵抗壓力爆裂前都會變形,可以通過量塊檢查平面度來檢測。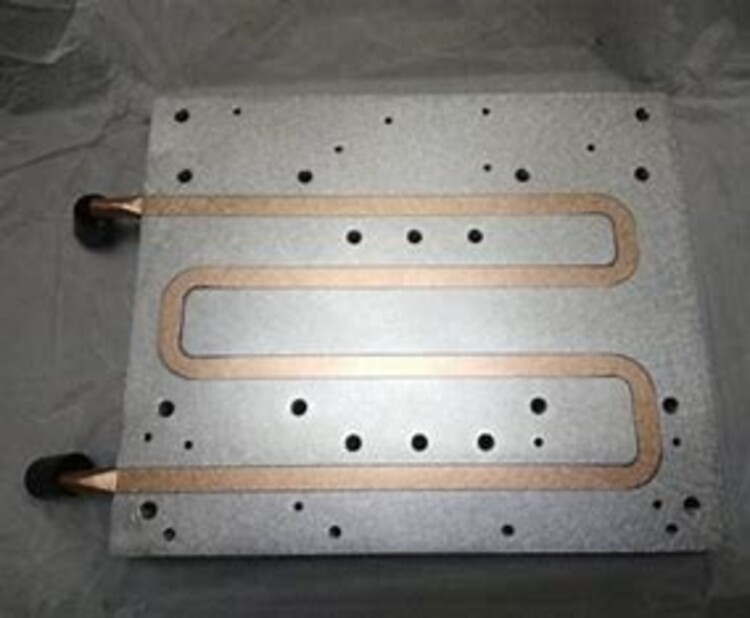
冷板材料上,目前業內主要采用的是鋁合金,銅的導熱效果更好,但成本要貴得多,所以不是主流方向,在非電池包領域有應用;對于提高導熱界面的導熱效率,主要是在導熱界面材料TIM上做功夫,由之前的空氣介質,到后來的導熱墊,再到目前的導熱膠,TIM的導熱效果在不斷提高。