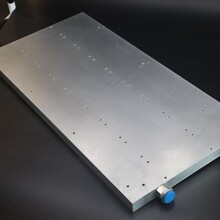
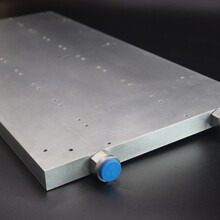
光模塊(optical module)是一種包括發送端和接收端的光電轉換模塊。其中,發送端可以將電信號轉換成光信號并通過光纖傳送;接收端可以將通過光纖接收的光信號轉換成電信號。隨著信號傳輸功率的上升,光模塊散熱至關重要。
相關技術中,通過風冷方式實現光模塊散熱。具體的,在光模塊上安裝風冷散熱器,發熱器件將熱量傳遞給光模塊上蓋,光模塊的上蓋將熱量傳遞給風冷散熱器。這樣,熱量需要流過兩個相接觸的固體的交界面,導致熱阻過大,散熱效果不佳。因此,需要提供散熱效果更佳的方案。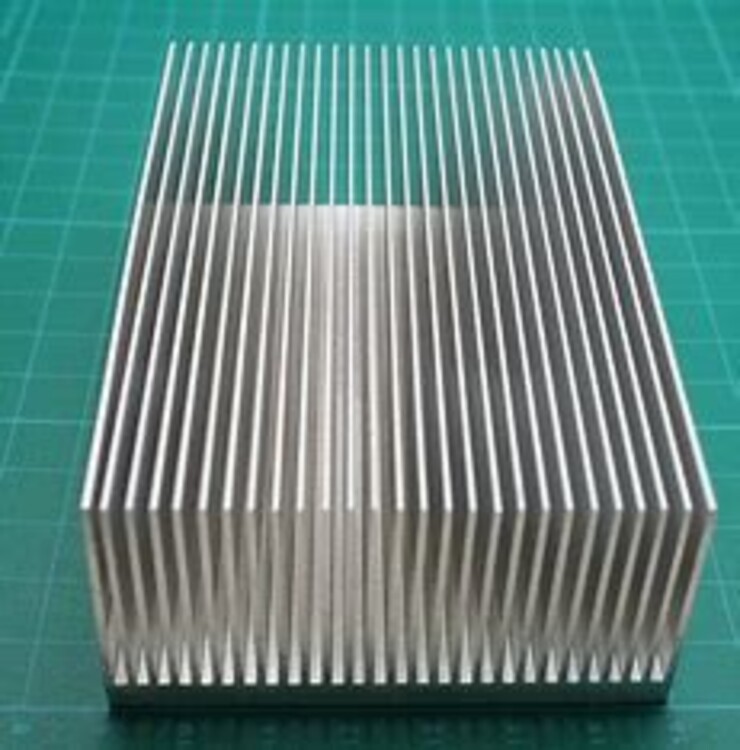
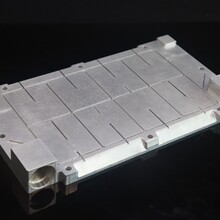
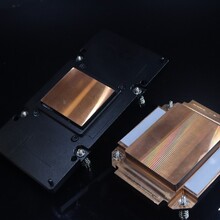
為了網絡數據能滿足更快速度、更低延時等要求,光模塊作為光通信的核心器件,快速散熱是其克服的個難題。光模塊散熱主要包括內部散熱和外部散熱兩部分。
熱管是一種具有很高導熱性能的傳熱元件,熱管問世以來,使電力電子裝置的散熱系統有了新的發展。無論何種散熱方式,其終散熱媒體是空氣,其他都是中間環節。空氣自然對流冷卻是直接和簡便的方式,熱管使自冷的應用范圍迅速擴大。因為熱管自冷散熱系統無需風扇、沒有噪音、免維修、安全可靠,熱管風冷甚至自冷可以取代水冷系統,節約水資源和相關的輔助設備投資。此外,熱管散熱還能將發熱件集中,甚至密封,從而將散熱部分移到外部或遠處,使設備更易做到防塵、防潮、防爆,提高設備的安全可靠性和應用范圍。
一定要注意辨別內防腐層
一般正規品牌散熱器的內防腐材料是高壓打進去的,無死角、氣泡,防腐性好;小品牌散熱器的內防腐層是手工灌進去的,存在死角、氣泡等,防腐性差。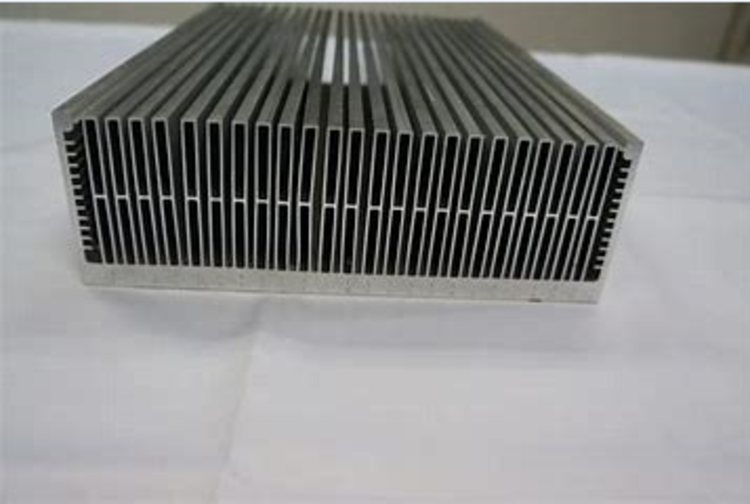
試模或剛開始生產時,擠壓機自動檔關掉,各段開關歸零位。從小壓力開始慢慢的起壓,出料大概3-5分鐘,鋁填充過程時主要控制好壓力。壓力控制在100Kg/cm2以內,電流表數據為2-3A以內,一般80-120Kg/cm2可以出料,之后才可慢慢的加速,正常生產時擠壓速度以壓力小于120Kg/cm2為準。