在印刷行業中,輥筒作為核心部件,長期承受著擠壓、摩擦和油墨腐蝕等多重考驗,極易出現磨損、劃傷、銹蝕等問題,直接影響印刷品質量和生產效率。而激光熔覆修復技術的出現,為印刷輥筒的再生利用提供了且的解決方案。
激光熔覆修復加工是一種基于高能激光束的表面改性技術。其原理是利用高能激光束將合金粉末與輥筒表面待修復區域迅速熔化,形成一層與基體材料冶金結合的熔覆層。這種結合方式不同于傳統的電鍍或噴涂,具有結合強度高、不易脫落的特點,能有效恢復輥筒的尺寸精度和表面性能
該技術在印刷輥筒修復中展現出諸多顯著優勢。從材料適應性來看,可根據輥筒的工作環境和性能要求,選擇不同成分的合金粉末,如鎳基、鈷基、鐵基等,使修復后的輥筒表面具備耐磨、耐腐蝕、耐高溫等特性,滿足不同印刷工藝的需求。例如,對于常用于紙張印刷的鑄鐵輥筒,采用鎳基合金粉末進行激光熔覆,能顯著提高其表面硬度和耐磨性,延長使用壽命。
在修復精度方面,激光熔覆具有的可控性。激光束能量密度高且集中,熱影響區小,能控制熔覆層的厚度和形狀,小熔覆厚度可達到 0.1 毫米,修復后的輥筒尺寸精度可達 0.01 毫米以內,有效了輥筒的圓度、圓柱度等關鍵參數,確保其在印刷過程中運轉平穩,避免因輥筒精度不足導致的印刷套印不準、墨色不均等問題。
從經濟效益角度考量,激光熔覆修復相比更換新輥筒能節省大量成本。一般來說,修復成本僅為新輥筒的 30% - 50%,同時還能減少因更換輥筒造成的停機時間,提高生產效率。以一條大型印刷生產線為例,一根直徑 500 毫米、長度 3000 毫米的鍍鉻輥筒更換成本高達數萬元,而采用激光熔覆修復,不僅成本大幅降低,還能在短時間內完成修復并投入使用,為企業減少不必要的損失。

農機配件作為農業生產的重要支撐,其性能和使用壽命直接影響農業機械的作業效率和經濟效益。然而,由于長期在惡劣環境下工作,農機配件極易出現磨損、腐蝕、裂紋等問題。傳統的修復方法如焊接、電鍍等存在熱影響區大、結合強度低、環境污染等缺點。近年來,激光熔覆修復技術憑借其、低熱輸入、環保等優勢,逐漸成為農機配件修復領域的新寵。
激光熔覆修復技術是一種的表面工程技術,它利用高能激光束將金屬粉末或絲材熔化,同時與基體材料形成冶金結合,從而在受損部位形成一層性能的熔覆層。與傳統修復方法相比,激光熔覆修復具有以下幾個顯著優勢:,激光熔覆的熱影響區小,能夠有效減少基體材料的變形和性能退化;其次,熔覆層與基體之間為冶金結合,結合強度高,不易脫落;再次,可以根據需要選擇不同的熔覆材料,實現性能的定制化;后,激光熔覆過程環保,幾乎不產生有害氣體和廢料。
在農機配件修復領域,激光熔覆技術已經成功應用于多種關鍵部件的修復和強化。例如,拖拉機發動機曲軸、齒輪箱齒輪、液壓泵柱塞等部件在經過激光熔覆修復后,其耐磨性和耐腐蝕性得到顯著提升,使用壽命可延長2-3倍。以某型號拖拉機曲軸為例,傳統修復方法修復后的曲軸平均使用壽命約為3000小時,而采用激光熔覆技術修復的曲軸使用壽命可達8000小時以上,經濟效益顯著。
大型輥子輥面激光淬火修復加工是現代工業中一項至關重要的技術,尤其在軋鋼、造紙、塑料加工等行業,輥子的性能直接關系到生產效率和產品質量。隨著科技的進步,激光淬火技術因其、和環保的特點,逐漸成為大型輥子輥面修復的方法。
大型輥子輥面激光淬火修復加工通常包括以下幾個步驟:
1、預處理:在激光淬火前,需要對輥子表面進行預處理,包括清洗油污、雜質,確保表面光潔度,并涂上激光吸光涂料,以提高激光的吸收率。
2、表面預熱:預熱可以減小激光淬火過程中的熱應力,避免裂紋的產生。現代激光淬火設備通常配備預熱溫控工作盤,通過納米紅外線環形加熱圈對輥子表面進行預熱,預熱溫度一般控制在一定范圍內,以激光淬火的效果。
3、激光淬火:激光淬火裝置通過傳輸高功率激光,對輥子表面進行掃描。激光光斑的大小、形狀和掃描速度等參數,可以根據輥子的材質和修復需求進行調整。激光淬火過程中,需要控制激光的輸出功率和淬火范圍,以獲得理想的淬硬層深度和硬度。
4、后處理:激光淬火后,需要對輥子進行冷卻、清洗和檢驗。冷卻過程中,需要避免急劇的溫度變化,以防止熱應力的產生。清洗后,可以使用顯微硬度計等檢測設備,對淬硬層的硬度、深度和組織結構進行檢測,確保修復質量。
缸筒內孔激光熔覆修復加工是一項、率的修復技術,廣泛應用于各類機械設備的缸筒內孔修復。該技術通過激光束對熔覆材料進行快速加熱和熔化,然后與基材形成冶金結合,實現對缸筒內孔損傷的修復。
一、缸筒內孔激光熔覆修復技術原理
缸筒內孔激光熔覆修復加工主要利用激光束的高能量密度和控制性,將熔覆材料以微小的顆粒形式噴射至缸筒內孔表面。激光束迅速加熱熔覆材料至熔化狀態,同時與基材表面形成一層薄薄的熔池。在激光束的持續作用下,熔池中的熔覆材料與基材發生冶金反應,形成牢固的冶金結合層。待熔池冷卻凝固后,即可實現對缸筒內孔損傷的修復。
二、缸筒內孔激光熔覆修復技術特點
1. :激光熔覆修復加工具有的精度,能夠實現對缸筒內孔損傷部位的定位和修復。
2. 率:激光束加熱速度快,熔覆材料熔化迅速,大大縮短了修復時間。
3. 強結合力:熔覆材料與基材形成冶金結合,結合力強,修復后缸筒內孔具有良好的機械性能和耐腐蝕性。
4. 廣泛適用性:該技術適用于各種材質的缸筒內孔修復,如鋼、鐵、銅、鋁等。
5. 環保節能:激光熔覆修復加工過程中無需添加化學藥劑,排放,符合環保要求。
三、缸筒內孔激光熔覆修復工藝流程
缸筒內孔激光熔覆修復加工的工藝流程主要包括以下幾個步驟:
1. 損傷檢測:對缸筒內孔進行損傷檢測,確定損傷部位、程度和范圍。
2. 表面處理:對缸筒內孔表面進行清潔、除銹、除油等處理,確保表面干凈無雜質。
3. 熔覆材料選擇:根據缸筒內孔的材質和損傷情況,選擇合適的熔覆材料。
4. 激光熔覆:將熔覆材料以微小的顆粒形式噴射至缸筒內孔表面,利用激光束進行加熱和熔化,形成冶金結合層。
5. 冷卻凝固:待熔池冷卻凝固后,進行后處理,如打磨、拋光等,使修復表面平整光滑。
6. 質量檢測:對修復后的缸筒內孔進行質量檢測,確保修復質量符合要求。
在現代工業領域,液壓馬達作為動力傳輸與轉換的關鍵部件,廣泛應用于工程機械、船舶推進、石油鉆探等多個行業。然而,長時間的高強度運行與惡劣的工作環境往往導致液壓馬達表面出現磨損、腐蝕或裂紋等問題,嚴重影響其性能與壽命。傳統修復方法如焊接、更換部件等,不僅成本高、周期長,還可能對基體材料造成二次損傷。在此背景下,激光熔覆修復技術以其特的優勢,逐漸成為液壓馬達修復領域的新寵。本文將深入探討液壓馬達激光熔覆修復的原理、過程、優勢以及應用案例,展現這一技術在現代工業維護中的重要作用。
一、激光熔覆修復技術概述
激光熔覆修復是一種的表面工程技術,它利用高能量密度的激光束作為熱源,將特定成分的粉末材料快速熔化并沉積在基體材料表面,形成與基體冶金結合的涂層。這一過程中,激光束的控制和粉末材料的輸送是關鍵。激光熔覆不僅能修復磨損或損壞的表面,還能通過選擇合適的涂層材料,賦予基體表面新的性能,如耐磨、耐腐蝕、耐高溫等。
二、液壓馬達激光熔覆修復的步驟
1、 前期準備:,對液壓馬達進行的清洗和檢查,確定需要修復的區域及損傷程度。隨后,根據損傷情況設計修復方案,選擇合適的涂層材料和工藝參數。
2、 表面處理:通過噴砂、打磨等方法去除待修復區域表面的氧化物、油污及雜質,提高表面粗糙度,增加涂層與基體的結合力。
3、 激光熔覆實施:將液壓馬達固定于夾具上,確保修復過程中位置穩定。啟動激光熔覆設備,根據預設參數調節激光束能量、掃描速度及送粉速率,使粉末材料在激光束作用下熔化并均勻鋪展在基體表面,形成致密的涂層。
4、 后處理與檢測:熔覆完成后,對涂層進行打磨、拋光等后處理,以提高表面質量。隨后,通過硬度測試、金相分析、耐腐蝕試驗等手段,對涂層性能進行全面檢測,確保修復質量達到要求。
四、激光熔覆修復技術的優勢
1、與低損傷:激光束的高能量密度和控制能力,使得熔覆過程對基體材料的熱影響區小,減少了熱應力和變形,降低了對基體的損傷。
2、材料選擇廣泛:根據液壓馬達的具體工況要求,可以選擇不同成分的合金粉末進行熔覆,如耐磨合金、耐腐蝕合金等,以滿足多樣化的修復需求。
3、結合強度高,延長使用壽命:激光熔覆層與基材之間形成冶金結合,結合強度遠傳統的堆焊或噴涂技術,能夠有效抵抗使用過程中產生的應力集中和疲勞破壞。
4、修復:激光熔覆過程自動化程度高,操作簡便,修復速度快,大大縮短了停機時間,提高了生產效率。
5、環保節能:相比傳統修復方法,激光熔覆過程中無需大量使用焊接材料,減少了資源消耗和環境污染。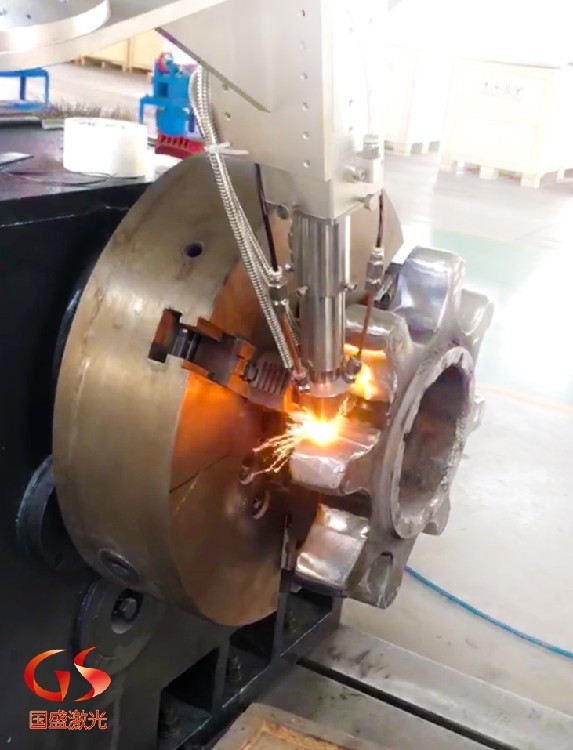
截齒是采煤機上直接截割煤巖的關鍵部件,是易損件。其失效形式主要是磨損失效,磨損失效的主要形式是截齒端部基體的磨損,導致合金頭部剝落。一般國產普通截齒具有耐磨性差、使用壽命短的特點,從而增加了井下作業的強度,降低了生產效率。因此,有必要開發一種技術、工藝穩定的表面處理技術,提高截齒齒端的耐磨性,延長其使用壽命。
激光熔覆后,截齒的平均顯微硬度為HV800,洛氏硬度為65HRC。激光合金截齒的平均顯微硬度為HV1099,洛氏硬度為70HRC。激光淬火截齒的平均顯微硬度為HV750,洛氏硬度為62HRC。激光熔覆合金化工藝涂層與基體呈冶金結合,結合強度高。
激光強化截齒齒端的表面硬度和耐磨性明顯提高,截齒的使用壽命明顯延長。與普通截齒相比,激光熔覆截齒壽命延長3-4倍,表面合金化截齒壽命延長5-6倍。激光技術在截齒表面工程技術中的應用,是利用激光束能量和方向高度集中的特點,在大氣環境中進行作業,在廉價的金屬材料表面形成高硬度、無裂紋的涂層,與基體形成冶金結合。它結合了金屬的良好韌性和涂層材料的高硬度、高化學穩定性和高耐磨性,創新了涂層的生產工藝。一種新型抗磨激光強化截齒的應用,可以減少截齒更換和維修時間,提高生產效率,同時節約大量資金,對建設節約型社會具有廣泛而深遠的意義。
礦用大型液壓支柱
在國內,普通立柱都是表面電鍍防銹防腐。由于鍍層耐磨性差,使用壽命為1-1.5年,鍍層會出現起皮、剝落,使乳化液腐蝕立柱表面,影響液壓支架的使用效果。
經激光強化處理后,基體表面硬度達到HV410。激光技術在柱表面工程技術中的應用,是利用激光束能量和方向高度集中的特點,在大氣環境中進行作業,在廉價的金屬材料表面形成高硬度、無裂紋的涂層,與基體形成冶金結合。它結合了金屬的良好韌性和涂層材料的高硬度、高化學穩定性和高耐磨性,創新了涂層的生產工藝。
新型激光強化不銹鋼立柱的使用壽命是國產立柱的5-6倍,具有技術、安全性能高、生產能力強的特點。新型激光強化不銹鋼立柱的應用可以減少立柱更換和維護的時間,提高生產效率,節約大量資金,對建設節約型社會具有廣泛而深遠的意義。
在環保方面,激光熔覆修復技術具有明顯的優勢。與傳統的修復方法如焊接、電鍍等相比,激光熔覆過程環保,幾乎不產生有害氣體和廢料。傳統焊接過程中會產生大量的煙塵和有害氣體,對環境和操作人員的健康造成危害;電鍍工藝則會產生含重金屬的廢水,處理不當會對土壤和水體造成嚴重污染。而激光熔覆技術避免了這些問題,為制造業的綠色發展提供了有力支持。?
隨著工業 4.0 與綠色制造理念的不斷深化,激光熔覆技術正朝著 “修復 - 強化 - 功能集成” 的方向發展。未來,激光熔覆技術有望與人工智能、大數據等技術深度融合。通過人工智能算法,可以實時監測和調整激光熔覆過程中的工藝參數,實現智能化控制,提高熔覆層的質量穩定性。利用大數據分析,可以對不同材料、不同工況下的激光熔覆工藝進行優化,建立數據庫,為實際生產提供更的指導。激光熔覆技術還可能與 3D 打印技術進一步結合,實現更加復雜和個性化的修復與制造需求,為制造業的創新發展注入新的活力。
激光熔覆修復技術,是利用高能激光束(功率密度可達 10? - 10?W/c㎡)在金屬表面加熱,使基體表面與添加的合金粉末迅速熔化。在光束移開后,熔池以 102 - 10?℃/s 的速度自激冷卻,從而形成稀釋率極低且與基體材料呈冶金結合的表面熔覆層。這種冶金結合的方式,使得熔覆層與基體之間的結合強度遠其他表面處理技術,如熱噴涂、電鍍等。同時,由于激光熔覆的冷卻速度極快,能夠形成非常細小的晶粒組織,甚至產生平衡態下無法得到的新相,如非穩相、非晶態等,賦予了熔覆層的性能。?
激光熔覆修復技術在眾多行業中展現出了的應用價值。在航空航天領域,鈦合金渦輪盤經熔覆修復后,疲勞壽命明顯提升,修復成本僅為新品的一小部分,推動了國產航空部件維修技術突破國際壟斷。石油鉆桿經激光熔覆修復軸頸磨損后,壽命顯著延長,單次修復成本相比換新大幅降低,某油田單井組年節省設備更換費用可觀,開采效率也大幅提升。在礦山行業,某礦山企業液壓支架油缸內壁熔覆后,耐蝕性大幅提升,維護周期從每月一次延長至每年幾次,年維護成本顯著降低,設備停產時間大幅減少,保障了礦場連續作業。
激光熔覆設備的技術進步是推動該技術工業化應用的重要支撐。早期的 CO?激光器由于電光轉換效率低(僅 10-15%)、體積龐大等缺點,逐漸被光纖激光器取代。新一代光纖激光器的電光轉換效率可達 30-40%,且輸出光束質量(M2<1.2),能夠實現更精細的熔覆作業。某汽車模具修復企業將原 CO?激光設備更換為 3kW 光纖激光器后,能耗降低 60%,同時熔覆層表面粗糙度從 Ra12.5μm 降至 Ra3.2μm,后續拋光工序時間減少 50%。?
送粉系統的性能直接影響熔覆層的質量穩定性。傳統重力式送粉器的送粉精度誤差可達 ±8%,而新型雙螺桿式送粉器通過伺服電機控制,送粉精度可提升至 ±2% 以內。在對汽輪機葉片進行多層多道熔覆時,這種送粉能夠每道熔覆的厚度偏差不超過 0.1mm,避免了因堆積量不均勻導致的應力集中。此外,惰性氣體保護式送粉噴嘴的研發成功,解決了鈦合金、鋁合金等活性材料熔覆時的氧化問題,使熔覆層氧含量控制在 50ppm 以下。?
智能化控制系統是近年來激光熔覆設備的重要發展方向。基于機器視覺的熔池監測系統,能夠實時采集熔池的溫度場分布圖像,通過深度學習算法預測可能出現的缺陷(如裂紋、氣孔),并自動調整激光功率和掃描速度進行補償。某航空發動機維修公司引入該系統后,熔覆層合格率從 82% 提升至 99%,大大降低了返工率。同時,數字孿生技術的應用,使得操作人員可以在虛擬環境中模擬整個熔覆過程,提前優化工藝參數,減少實際試錯成本。



