五金加工就是將原材料(不銹鋼、銅料、鋁料、鐵料。.....),用車床、銑床、鉆床、拋光等等機械按客戶的圖紙或樣品加工成為各種各樣的零件,如:螺絲、馬達軸、模型車零件、具配件、音箱類產品外殼、移動電源外殼等。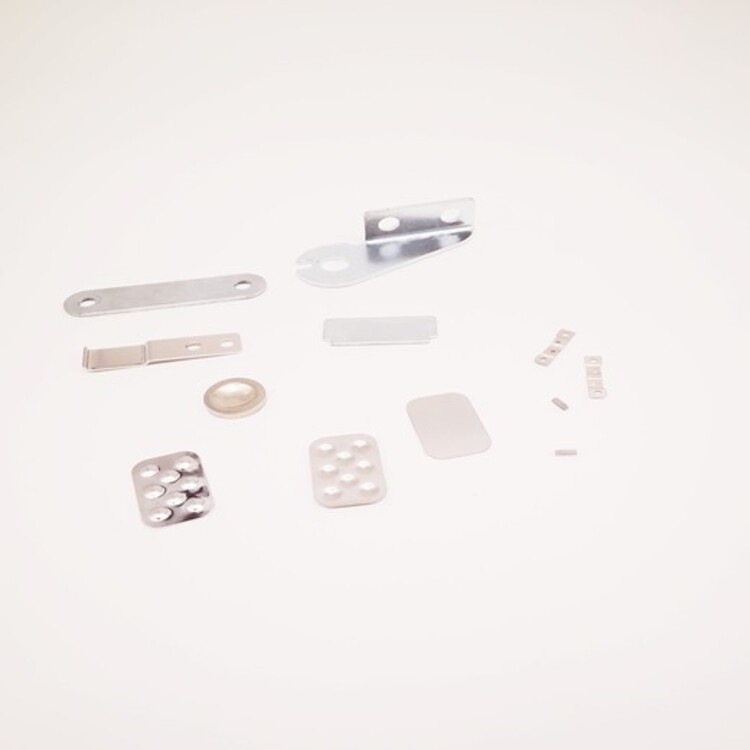
傳統的機械加工都是用手工操作普通機床作業的,加工時用手搖動機械切削金屬,靠眼睛用卡尺等工具測量產品的精度的。現代工業早已使用電腦數字化控制的機床進行作業了,數控機床可以按照技術人員事先編好的程序自動對任何產品和零部件直接進行加工了。這就是我們說的“數控加工”。數控加工廣泛應用在所有機械加工的任何領域,更是模具加工的發展趨勢和重要和必要的技術手段。
冷沖壓件一般不再經切削加工,或僅需要少量的切削加工。熱沖壓件精度和表面狀態低于冷沖壓件,但仍優于鑄件、鍛件,切削加工量少。
沖壓件主要是將金屬或非金屬板料,借助壓力機的壓力,通過沖壓模具沖壓加工成形的,它主要有以下特點:
1、沖壓件是在材料消耗不大的前提下,經沖壓制造出來的,其零件重量輕、剛度好,并且板料經過塑性變形后,金屬內部的組織結構得到改善,使沖壓件強度有所提高;
2、沖壓件具有較高的尺寸精度,同模件尺寸均勻一致,有較好的互換性。不需要進一步機械加工即可滿足一般的裝配和使用要求;
3、沖壓件在沖壓過程中,由于材料的表面不受破壞,故有較好的表面質量,外觀光滑美觀,這為表面噴漆、電鍍、磷化及其他表面處理提供了方便條件。
環球的鋼材中,有50~60%是板材制成的,此中大部分是經過沖壓榨成的成品。汽車的車身、散熱器片,汽鍋的汽包、容器的殼體、電機、電器的鐵芯硅鋼片等但凡沖壓加工的。儀器儀表、家用電器、辦公呆板、保管器皿等產品中,也有大量沖壓件。沖壓是的臨蓐舉措,采取復合模,異常是多工位級進模,可在一臺壓力機上完成多道沖壓技術操作,完成材料的自動生成。生成速度快,休息時間長,臨蓐成本低,集體每分鐘可臨蓐數百件,受到許多加工廠的喜愛。
沖壓件加工的一般原則:
1、先加工基準面:零件在加工過程中,作為定位基準的表面應加工出來,以便盡快為后續工序的加工提供精基準。稱為“基準”;
2、劃分加工階段:加工質量要求高的表面,都劃分加工階段,一般可分為粗加工、半精加工和精加工三個階段。主要是為了加工質量;有利于合理使用設備;便于安排熱處理工序;以及便于時發現毛坯缺陷等;
3、先面后孔:對于箱體、支架和連桿等零件應先加工平面后加工孔。這樣就可以以平面定位加工孔,平面和孔的位置精度,而且對平面上的孔的加工帶來方便;
4、光整加工:光整加工后的工件主要表面的光整加工(如研磨、珩磨、精磨\滾壓加工等),應放在工藝路線后階段進行,加工后的表面光潔度在Ra0.8um以上,輕微的碰撞都會損壞表面,在日本、德國等國家,在光整加工后,都要用絨布進行保護,不準用手或其它物件直接接觸工件,以免光整加工的表面,由于工序間的轉運和安裝而受到損傷。







