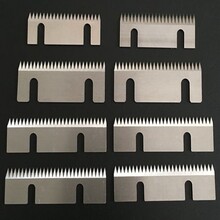
嘉利銳公司各式包裝機用花式齒形刀具,采用材質制作,具有鋒利、耐用、防銹之特點。具有無毛邊切割,使用壽命長,能為您的機器帶來的生產功效。齒形切袋,花邊美觀,容易撕開。
嘉利銳牌刀鋸以累積點滴改進,邁向品質的研發精神,為我們的客戶提供個性化的刀片生產服務。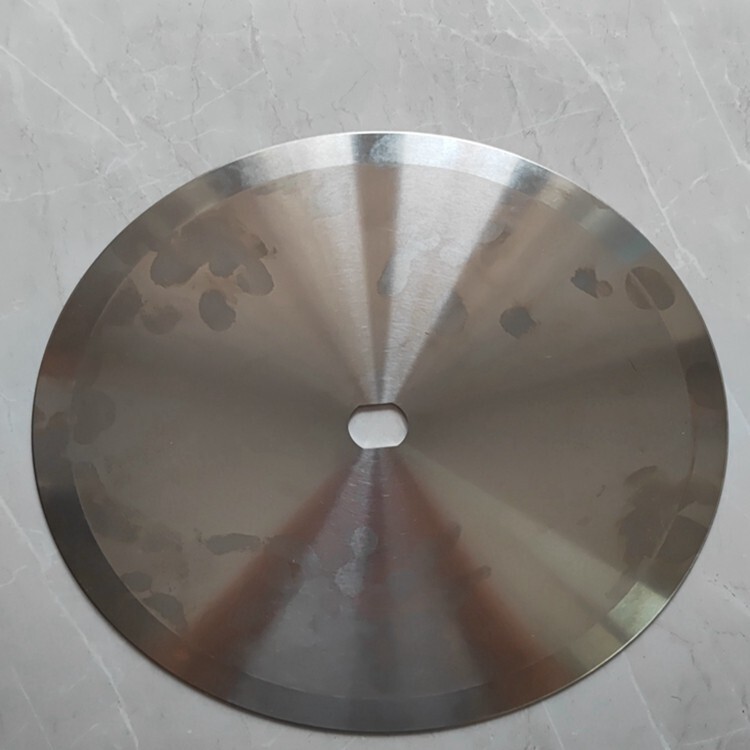
中文名稱:圓刀片外形圓形狀直徑∮300-1000mm厚度0.5 -300mm,圓刀分為平圓刀、齒形圓刀、鋒鋼圓刀、合金圓刀等。大圓刀片,大圓刀,圓刀,圓形刀,小圓刀,一般圓形刀片的直徑:∮300-1000mm,厚度0.5 -300mm;折頁機圓刀,鋒鋼切割機圓形刀,石錦瓦圓刀片,分切機圓形刀,分切上刀下刀,硬質合金分切圓刀,紙箱虛線分切圓形刀,虛線圓形刀片,切紙機圓刀,粉粹機圓刀,切橡膠圓刀,分切皮革用圓刀,分條刀片,鎢鋼圓刀片,合金刀片,合金圓刀片等等。
注意事項
1.不使用圓刀片時,需將刀片垂直地掛在干燥的架子上,不能將圓刀片平放,平放會導致圓刀片變形。
2.圓刀片的鋸齒超硬鋒利,禁止碰撞、掉落地上,輕拿輕放。
3.操作時帶防護罩、工作手套、安全帽、安全鞋、防護眼鏡。
4.在安裝圓刀片前,先確認鋸臺的性能、用途,確保圓刀片箭頭指示的切割方向與鋸臺旋轉方向一致。嚴禁反方向安裝,裝錯方向可能會導致刀片鋸齒脫落,防止發生事故。
分切圓刀片切捆條圓刀片嘉利銳牌刀片生產機械分切圓刀片,為您量身定制,直徑700mm分切圓刀片直徑650mm分切圓刀片直徑600mm進口鑲合金無齒無塵巖棉圓刀玻璃棉圓刀機用巖棉鋸片機用進口無齒無塵巖棉鋸片圖片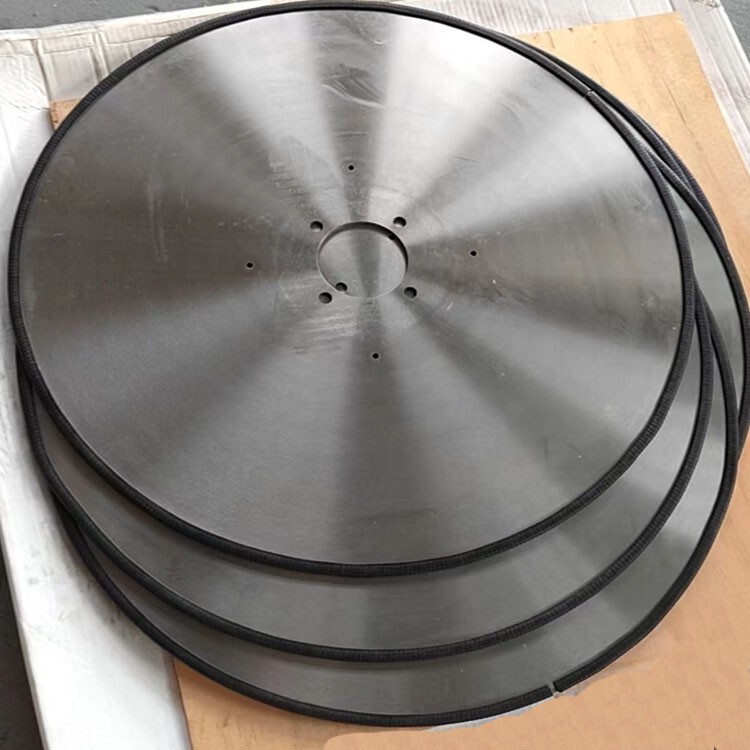
碟形刀常用規格:
Φ105XΦ70X1 ; Φ105XΦ70X1.2 ;
Φ105XΦ70X1.5 ; Φ100XΦ66X1 ;
Φ130XΦ100X1.5 ; Φ115XΦ70X1 ;
Φ118XΦ80X1.2 ; Φ130XΦ80X1.2 .
分切刀片主要用于紙張 薄膜 金 銀箔 鋁箔 銅箔 磁帶等物品的分切,要求刀片切斷阻力小,耐磨性。出于對商品精度的要求刃具有時須達到微米級精度。
分切園刀片常用規格:
Φ300XΦ25.4X2 ; Φ350XΦ25.4X3 ;
Φ400XΦ30X3 ; Φ450XΦ25.4X3 ;
Φ450XΦ30X3 ; Φ500XΦ32X3 ;
Φ550XΦ30X4 ; Φ600XΦ30X4 .
Φ650XΦ30X4 ; Φ700XΦ30X5.
也可以做成齒型刀片
每天都在使用裁切機時,由于各種因素往往會出現上刀、下刀現象(也稱凸刀、凹刀現象),給后面的套準帶來困難。在此小編對上刀、下刀現象的產生原因做一分析與總結。
1、操作原因
(1)操作時不壓千斤,定位后直接裁切,導致出現上刀、下刀現象。裁切時,應先壓實千斤,之后再裁切;
(2)向前推送材料時用力不足或用力過猛,材料被彈回,造成歪斜出現上刀、下刀。裁切紙張時應規范操作。
2、刀條原因
正常時刀條與平臺平面平行。當刀條過高或過低時,也容易出現上刀、下刀現象。這時需調整刀條使其與平臺平面平行。
3、刀片的角度調節不正確
刀片的角度應根據被裁切材料而定,薄、松、軟的原材料,刀片角度要小,一般為25~30°;厚、實、硬的原材料,刀片角度要大,一般為30~35°。否則,容易出現上刀、下刀現象,并加快刀片鈍化。
刀鈍
裁切時要掌握好切削量,要勤換刀,用快刀。如果刀過鈍,則不但影響紙張裁切的質量,而且還會影響機器的精度和壽命,嚴重時還會發生機械事故。
5、刀座與滑塊之間的間隙過大
當磨損或調節不當,造成刀座與滑塊之間的間隙過大(一般應為0.1mm),導致刀座不穩時,就會造成上刀、下刀現象。此時,需重新調節刀座與滑塊之間的間隙。
6、送料器平面與平臺平面不垂直
送料器平面(俗稱靠山)與平臺平面不垂直,發生上刀、下刀現象。需用角尺重新調試兩平面的角度,使其為90°。
7、刀座運動方向與送紙平臺平面不垂直
如果刀座與滑塊之間的間隙正好,則需調節平臺平面使其與刀座運動方向垂直。一般,只需調節平臺后面與地面支撐的支撐桿的高度即可。
嘉利銳刀鋸公司生產的圓形刀片主要應用在鈑金剪切行業、鋼帶分條行業、肉類切片行業、印刷裁紙行業等領域;我公司生產銷售的大圓刀片產品有分切圓刀片,破碎大圓刀片,裁紙圓刀片,...