冷鍛散熱器可采用純鋁AL1070.1050一體式擠壓成型。AL傳熱系數為22670W/m.k,合金鋁(6063)傳熱系數為180W/m.k,而普通壓鑄鋁(A380)傳熱系數僅為96W/m.k。傳熱系數越大,LED釋放熱量可以傳遞得更快,更有利于LED燈具的整體散熱。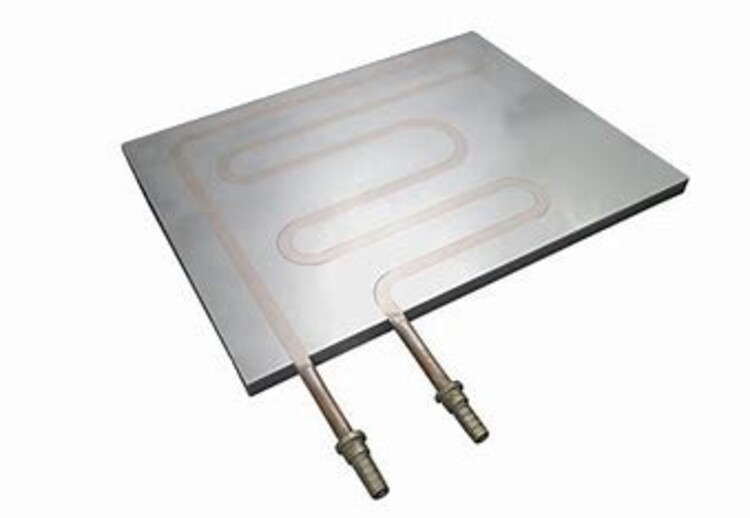
外觀
散熱器由鋁制成,表面可陽極處理,光滑明亮,也可根據客戶需要噴灑不同顏色的陽極噴砂(銀、白.黑色等。壓鑄鋁表面粗糙,需要噴涂,不利于散熱。
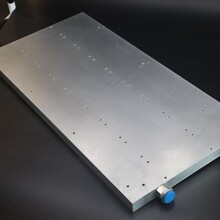
冷板(chillplate, Cold plate)是作為水冷散熱系統對熱影響很關鍵的一個部件,熱設計的目的就是要在有限的空間內通過對產品流道的合理布置從而有效的降低冷板的熱阻。布置流道就是要在客戶的限制條件下如冷板的尺寸,流體的流量,流體特質Pump的P-Q,產品使用的環境等,滿足散熱性能。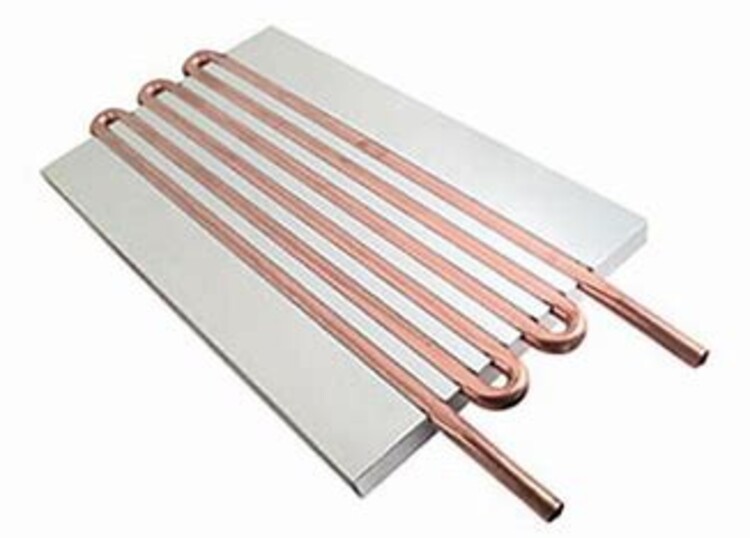
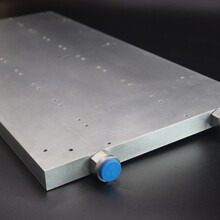
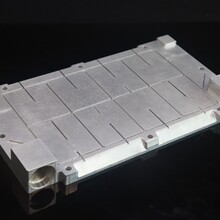
冷板因為要布置流道,所以通常采用上下板塊結合的方式,基體采用CNC機械加工流道或者大批量制造的壓鑄基體及鑄造與埋管的結合工藝,另外也可以輔助其他的如深孔加工的方式;蓋板采用CNC機械加工或者其他諸如沖壓、水切割等方式制作。基體與蓋板采用焊接的方式加以連接,形成一體化的水冷板。焊接面和管道結合孔盡量避開吸熱面;管道接頭依客戶要求,需要考量螺紋連接方式,規格,強度等。
焊接設計要注意:
?采用氬弧焊接需要開適合焊接的斜坡口;
?釬焊、攪拌摩擦焊需要嚴格控制焊縫的間隙,間隙在0.05~0.10mm之間;
?無論何種焊接方式對焊料的選擇都焊料與母材的材質相近,否則因產品處于鹽溶液當中產生原電池反應腐蝕焊縫。
?對于焊接會產生變形,焊接前產品需對厚度留有余量,以免后加工使產品尺寸無法
水冷板的強度。采用深孔加工,或者盡量小面積焊接是提高強度的方法;可以分多處小塊焊接,盡量避免大面積蓋板焊接
水冷板的承壓和泄漏測試
1)依照客戶規格對產品性能進行測試
2)承壓和泄露測試。水冷板通常要求產品測試壓力為正常使用壓力的2~3倍,保壓時間一般在15~120min之間。
?干燥的空氣通入產品,保壓2小時,產品放入水中或者焊縫涂上肥皂液觀察產品是否泄露。鑒于氣體的可壓縮性,氣體測試通常比較危險,產品若承受不了氣體的高壓,壓縮氣體瞬間釋放能量會產生爆炸,該方法在實際操作中較少使用
?蒸餾水或者純凈水通入產品,保壓2小時,產品置空氣中觀察是否滲水或冒水。許多細小的泄露通常會冒極小的水珠,觀察上時好用放大鏡在燈光下觀察。