Hi,歡迎來到黃頁88網(wǎng)!
閆工鼓勵學(xué)員樹立堅持、積極、樂觀的價值觀念,幫助學(xué)員實現(xiàn)自我激勵、自我管理和人際溝通,成為愛國愛家、自信果敢的時代人才。閆工秉承“實踐教育資源共享,推進(jìn)教育均衡化進(jìn)程”,精心打造并推出實操體驗式培訓(xùn)與內(nèi)訓(xùn)課程為一體的課程套餐,全面性的提高學(xué)員的個人綜合素質(zhì)能力和團(tuán)隊協(xié)作能力。
在進(jìn)行數(shù)控加工時,根據(jù)零件的加工精度、剛度和變形等元素來劃分工序時,應(yīng)遵循粗、精加工分開則來劃分工序,即先粗加工全部完成之后再進(jìn)行半精加工、精加工。對于某一加工表面,應(yīng)按粗加工半精加工精加工順序完成。粗加工時應(yīng)當(dāng)在加工質(zhì)量、刀具耐用度和機(jī)床夾具刀具工件工藝系統(tǒng)的剛性所允許的條件下,充分發(fā)揮機(jī)床的性能和刀具切削性能,盡量采用較大的切削次數(shù)得到精加工前的各部余量盡可能均勻的加工狀況。
切削加工中,為了大限度地提高加工質(zhì)量和重復(fù)精度,正確地選擇和確定合適的刀具,對于一些具有挑戰(zhàn)性的高難度加工,刀具的選擇尤其重要。
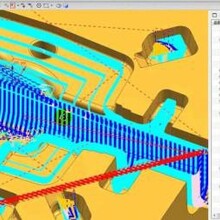
CAD/CAM 系統(tǒng)通過在高速擺線刀具路徑中控制吃刀弧長,而獲得的切削精度。當(dāng)銑刀切入轉(zhuǎn)角或切入其它復(fù)雜幾何形狀時,吃刀量也不會增大。為了充分利用這種技術(shù)進(jìn)步,刀具制造商設(shè)計開發(fā)了的小直徑銑刀。小直徑銑刀通過采用高速刀具路徑,能在單位時間內(nèi)切除更多工件材料,獲得更高的金屬去除率。
在加工時,刀具與工件表面接觸過多,容易導(dǎo)致刀具很快失效,一種有效的經(jīng)驗法則是:使用直徑約為工件窄部位尺寸1/2 的銑刀。當(dāng)銑刀半徑小于工件窄部位尺寸時,刀具就有左右移動的空間,并能獲得小的吃刀角度。銑刀可以采用更多的切削刃和更高的進(jìn)給率。此外,采用直徑為工件窄部位尺寸1/2 的銑刀時,可以保持較小的吃刀角度,且在刀具轉(zhuǎn)向時也不會增大。