在盛有電鍍液的鍍槽中,經過清理和特殊預處理的待鍍件作為陰極,用鍍覆金屬制成陽極,兩極分別與直流電源的負極和正極聯接。電鍍液由含有鍍覆金屬的化合物、導電的鹽類、緩沖劑、pH調節劑和添加劑等的水溶液組成。通電后,電鍍液中的金屬離子,在電位差的作用下移動到陰極上形成鍍層。陽極的金屬形成金屬離子進入電鍍液,以保持被鍍覆的金屬離子的濃度[1]。在有些情況下,如鍍鉻,是采用鉛、鉛銻合金制成的不溶性陽極,它只起傳遞電子、導通電流的作用。電解液中的鉻離子濃度,需依靠定期地向鍍液中加入鉻化合物來維持。電鍍時,陽極材料的質量、電鍍液的成分、溫度、電流密度、通電時間、攪拌強度、析出的雜質、電源波形等都會影響鍍層的質量,需要適時進行控制。
電鍍的過程
1 把鍍層金屬接在陽極
2 把鍍件接在陰極
3 陰陽極以鍍上去的金屬的正離子組成的電解質溶液相連
4 通以直流電的電源后,陽極的金屬會進行氧化反應(失去電子),溶液中的正離子則在陰極被還原(得到電子)成原子并積聚在負極表層。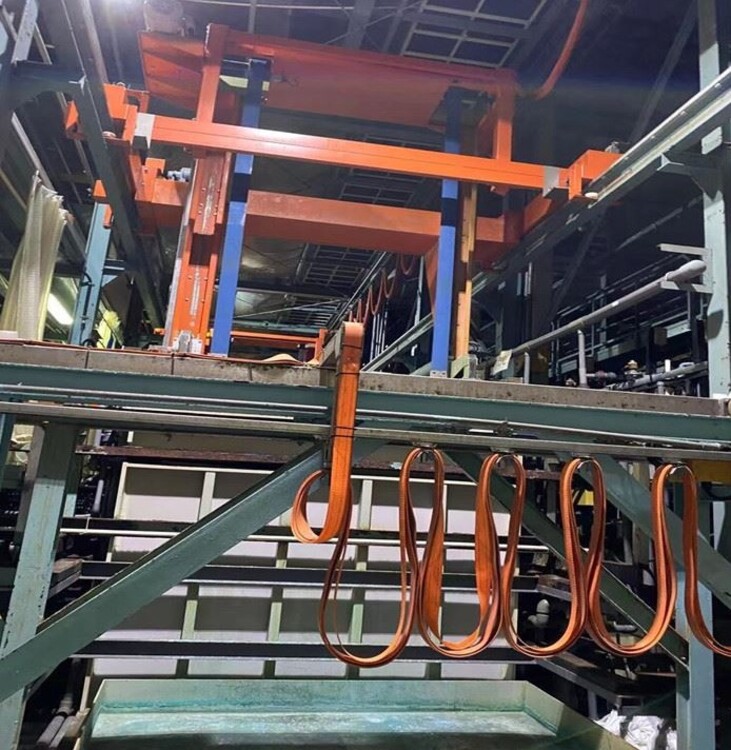
電鍍設備生產線采用進口帶剎車電機,故其行走平衡,剎車可靠,晃動性少,加上采用電腦控制,使其可任意變換工藝流程及程序,可隨時變換電鍍種類及電鍍時間,滿足不同的零件電鍍不同的鍍種,該生產線適合于形狀大小不一,而又經常變換產品的電鍍。
全自動電鍍生產線的控制系統現在已經采用PC機控制,將確定的工藝流程編程后輸入電腦,即可進行全自動的控制。 電鍍生產線產量雖然大,但要經常變換產品的電鍍加工。這時不僅上、下掛具是人工操作,而且起槽和轉槽的流程都是人工操作控制開關來完成.而半自動線由于變通性強,而又有較率和產能,因此半自動線生產是當前國內電鍍生產線中的主流設備。 當將滾鍍機連成一條生產線時,也可以由自動控制系統來進行控制而形成自動或半自動滾鍍生產線.滾鍍生產線在標準件生產和電子連接器配件生產中有著廣泛應用,并且其自動化程度將越來越高。
直線式電鍍自動線的優點:
1)自動化程度高、、減輕勞動強度。減少操作人員;
2)適用較重零件,大件物體的電鍍,亦適用于不同形狀、不同批量的零件的電鍍;
3)行車工作狀況更改方便。電鍍時間控制靈活,適用于多種生產工藝的電鍍;
4)電鍍品質優良穩定.適合于鍍層要求較厚的工藝。
電鍍電源電鍍電源是電鍍生產過程中重要的輔助設備。國內大量應用的還是硅整流器和可控硅整流器,分為調壓器調壓、磁飽和電抗器調壓及可控硅凋壓。電鍍用硅整流器和可控硅整流器都是低壓大電流,一般為12V(鍍鉻選用18V),電流從100A至20000A都有可控硅調壓的硅整流器只有在負荷較高時渡形良好穩流穩壓、穩定電流密度的電鍍電源也正在推廣應用。












