按總體布置分為組合式(門槽、門葉與操作設備組成一整體)和分散式(由門葉、門槽和啟閉機組成,操作時門葉可提出門槽);②按閘門門葉組裝形式分為整體門葉式和分節組成門葉式;③按閘門門葉的支承方式分為滑動支承式和滾動支承式;④按閘門門葉止水位置分為上游止水式和下游止水式;⑤按閘門門葉運行移動狀況分為直升式、升臥式、橫拉式和浮箱式等。此外,還有其他的分類方式(見閘門)。
每逢水電站水輪機室進行檢修清障時,一般不須換鞋即可進入工作,免去了諸多不便,良好的止水效果了水輪機室幾乎“無水”的工作環境,從而間接地提高了工作效率和經濟效益。
翻板閘門能夠實現自動控制水位,主要用于在水庫、河流、蓄水池等處攔截或排泄水流。應用為廣泛的翻板閘門即為水力自控翻板閘門,其工作原理是杠桿平衡與轉動,具體來說,水力自控翻板閘門是利用水力和閘門重量相互制衡,通過增設阻尼反饋系統來達到調控水位的目的:當上游水位升高則閘門繞“橫軸”逐漸開啟泄流;反之,上游水位下降則閘門逐漸回關蓄水,使上游水位始終保持在設計要求的范圍內。
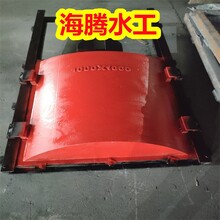
裝設在閘門門葉主體上密封孔口的止水裝置一般均為特殊制造的可壓縮耐磨橡膠制品,就其布置部位分為頂止水、側止水和底緣止水。各止水的接頭部位銜接處均在現場配裝時進行熱膠合處理,以周圍止水的效果。 平面閘門的吊耳一般均設在閘門門葉主體結構上端的頂橫梁上,根據結構尺寸大小和形式可直接焊固在頂梁上或單制造,然后在現場焊固。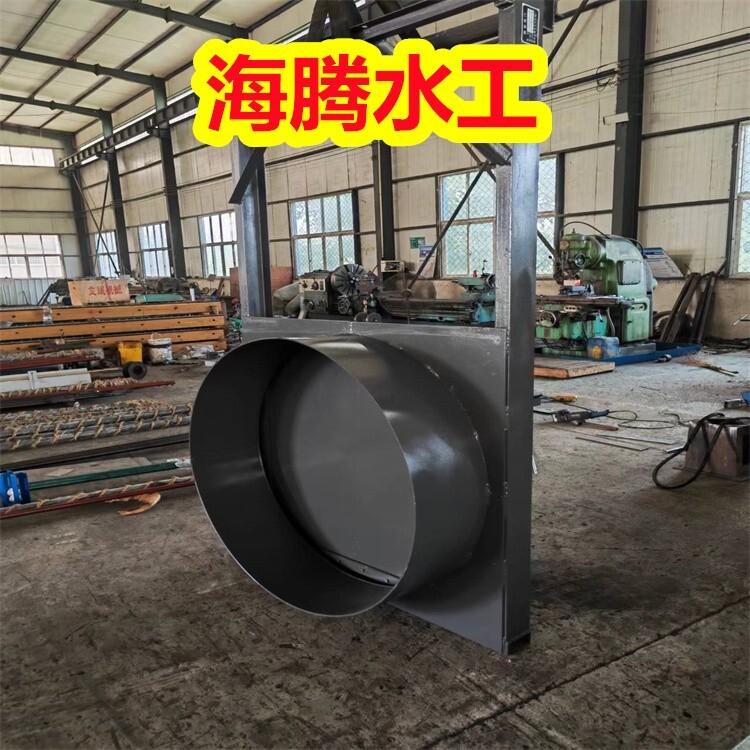
鋼閘門防腐要求: 水工鋼閘門噴涂鋅、涂漆的一般工藝流程是:噴砂除銹→質量檢查→噴涂鋅→質量檢查→涂料封閉→質量檢查 1.不銹鋼及非金屬材料不涂防腐涂料。 2.傳動部位接觸面涂防銹油脂保護。 3.碳鋼部件(傳動部件除外)均進行噴砂除銹質量達sa21/2級標準。水上部件涂環氧鐵紅防銹漆,外罩面漆。 4.涂層均勻、光亮完整,沒有粗糙不平,漏漆等現象。漆膜牢固,無剝落、裂紋等缺陷。
鑄鐵閘門安裝: 步:準備吊車、電焊機、木模板。 第二步:把閘門吊裝進閘槽里面用水平尺或者水平儀找一下閘門的橫平豎直然后用鋼筋直接跟閘門焊接固定牢固。 第三步:閘門焊接固定牢固以后用模板支一下二期混泥土摸,模板支好后開始二期澆筑,注意澆筑時不要澆筑到閘板上面,一旦澆筑到閘板上面閘板會導致提升不動。 第四步:閘門澆筑完畢后開始安裝啟閉機,安裝啟閉機時要把螺桿跟啟閉機安裝在一起然后把絲桿跟閘門的銷軸部位進行連接。