本品可循環使用。在鈍化過程中,由于在中溫環境下鈍化液中的水份會不斷消耗以及工件攜帶的影響,鈍化液的密度值會隨著這些因素的產生而有所變化,標準溶液密度約為1.04,若小于1.01說明溶液中度密值偏低,一般情況下只需加溫溶液適當蒸發多余水份即可。特殊情況當密度值遠遠小于于1.01時,應根向我司技術人員咨詢解決的辦法。ID3000-A的消耗量主要取決于不銹鋼挾帶損耗及處理工件的累積表面積,一般使用壽命為60~90 m2/Kg表面積。及時補加新液是有效的維護方法。
質量指標檢測方法
總酸度的測量
用吸管吸取5ml工作液于250ml錐形瓶中,加50ml蒸餾水稀釋搖勻,加1%酚酞指示劑2-3滴,用0.1mol 標準NaOH溶液滴定至粉紅色為終點,所消耗N毫升數即為酸度。
特性與優點
1、 電解拋光可達鏡面級光澤,拋光后產品表面可達 Ra0.2~0.5μ,并且使表面生產鈍化層有效提升抗腐蝕能力。拋光,質量好,數分鐘內可拋光至鏡面狀態
2、電解拋光消耗電流小,電壓低,電能消耗較傳統工藝低 1 倍以上
3、拋光液使用時間長,易于維護管理,掌握好拋光液的比重即可很好的控制生產
4、電解拋光可以拋光機械拋光無法達到的金屬表面,例如凹坑、復雜零件、細絲、薄膜、網狀物體等。
5、 電解拋光能非常的效地去除微觀毛刺,得到很好的平整度,且相對機械拋光能保持長久的光潔度與表面平整度。
使用方法
初次使用本品者請詳讀物質安全數據 MSDS 說明,無經驗者請在人士指導下使用。
加熱電解液至 60~70℃,把鉛板掛在陰極,需電解拋光的工件用適宜的掛具固定在陽極且保持工件與陰極相對,然后調整電壓在 2~15V 左右,拋光 3~5 分鐘取出工件,完成電解拋光工藝。電解拋光液初次使用宜選用較大的電壓和電流。以使溶液老化。至電解液出現微綠色,表明已有一定量的鎳、鉻離子溶入電解液中,此時拋光效果為佳。
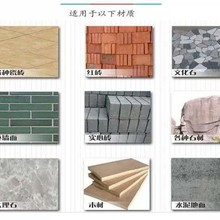
凱盟鈍化系列——不銹鋼鈍化液 (ID3000)應用范圍
廣泛應用于各類 SUS200 和 SUS300 系列國標與非標不銹鋼的鈍化處理,特別適用于精密小、復雜件、大面積鈍化處理。如螺絲、小型家具、食品機械、化工機械、數碼電器部件、通訊器材等。
凱盟鈍化系列不銹鐵鈍化液 (ID4000-2)特性與優點
本產品具有以下優點:
· 成膜速度快,僅需15~20分鐘即可形成完整的耐蝕膜
· 酸度較低,可滿足市場上各類不銹鐵非標材質的鈍化,不易引起變色
· 較老產品相比,經本品鈍化后的工件耐蝕能力更強
· 本品廣泛適用于國標1Cr13、2Cr13、3Cr13、SUS416、430、SUS420F等材料的鈍化處理,通用性強
應用范圍
· 廣泛應用于各類SUS400系列國標與非標不銹鐵的鈍化處理,特別適用于精密小復雜件大面積鈍化處理。如螺絲、軸銷、精密機械傳動件、通訊器材及其它緊固件等鈍化抗腐蝕處理