Hi,歡迎來到黃頁88網(wǎng)!
90×150鍍鋅橢圓管 折疊房框架 小口徑鴨蛋圓管 規(guī)格
山東鑫悅達(dá)鋼鐵有限公司一家從事異型鋼管生產(chǎn)銷售一體化企業(yè),公司坐落于山東聊城匯通物流園。
3、焊管工藝流程開卷--平整--端部剪切及焊接--活套--成形--焊接--內(nèi)外焊珠去除--預(yù)校正--感應(yīng)熱處理--定徑及校直--渦流檢測--切斷--水壓檢查--酸洗--功能功能功能終檢查--包裝4、無縫方管工藝流程圓鋼--管坯--檢驗--加熱--穿孔--定徑--熱軋--平頭--檢驗--酸洗--球型退火--冷拔--成型--齊口--檢驗異形鋼管生產(chǎn)時的工藝處理:
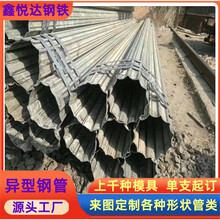
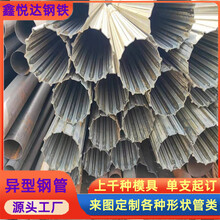
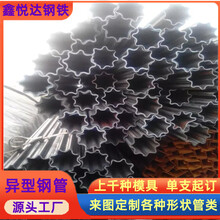
公司生產(chǎn)加工各種冷擠壓、冷拔異型鋼管。產(chǎn)品有各種規(guī)格方矩管、橢圓管、凹槽管、扇形管、D形管、三角管、元寶管、面包管、梅花管、五角管、六角管、八角管、菱形管、凸形管、P形管、T形管、8字管、暖氣管、扶手管、護(hù)欄管、花鍵管、齒輪管、花生管、裝修管等各種多邊形異型截面管,同時可以根據(jù)客戶圖紙要求加工定做各種類型異型鋼管。
異型鋼管生產(chǎn)加工原理:
依照要求對異型鋼管開展電焊焊接正中間查驗的焊接,無損檢測技術(shù)應(yīng)在外形查驗達(dá)標(biāo)后開展,方射線拍照及超聲波檢測應(yīng)在表層無損檢測技術(shù)后開展,經(jīng)檢測的焊接在鑒定達(dá)標(biāo)后才可再次開展電焊焊接。精密異型鋼管的管路上被補(bǔ)強(qiáng)圈或橡膠支座墊塊遮蓋的對接焊縫,應(yīng)開展射線檢測,達(dá)標(biāo)后材可再遮蓋。 異型鋼管焊接外形基礎(chǔ)規(guī)定:精密異型鋼管無損檢測技術(shù)前,焊接外形查驗應(yīng)符合規(guī)定。對精密異型鋼管焊接外形和對接焊縫工藝性能的一般規(guī)定如下:
1.不允許有裂紋,未焊接、出氣孔、焊瘤、濺出存有;
2.精密異型鋼管設(shè)計方案的溫度小于-29度的管路,不銹鋼板和淬硬趨向很大的精密異型鋼管表層,不可有錯口狀況。別的材料管路焊接錯口深層應(yīng)超過0.5mm,持續(xù)錯口長短應(yīng)不超過100毫米,且焊接兩邊錯口全長不超該焊接總長的10%。
3.精密異型鋼管的焊接表層不可小于管路表面,焊接錯邊量,且不超過3mm,為對接縫校核后焊縫的很大總款。復(fù)驗結(jié)果不過關(guān)(包含初驗結(jié)果顯微鏡結(jié)構(gòu)不過關(guān),不允許復(fù)驗的新項目)的精密異型鋼管,供即可逐根遞交工程驗收,或再次開展熱處理工藝(再次熱處理工藝頻次不超出二次),以新的一批明確提出工程驗收。
4.對接焊縫錯邊應(yīng)不超博后的10%,且不超2mm。 異型鋼管的平時原理主要是根據(jù)紗布上的小石子造成工作壓力,在轉(zhuǎn)速比之中開展的表層研磨,根據(jù)紗布的左右挪動對產(chǎn)品工件的左右表層往返切削,做到一定實際效果,自然在研磨全過程時要持續(xù)的加潤滑脂,開展制冷,以防危害產(chǎn)品工件表層生產(chǎn)加工品質(zhì)。那樣的產(chǎn)品僅僅初加工的產(chǎn)品工件,要想緊密度的商品還需開展深度加工解決。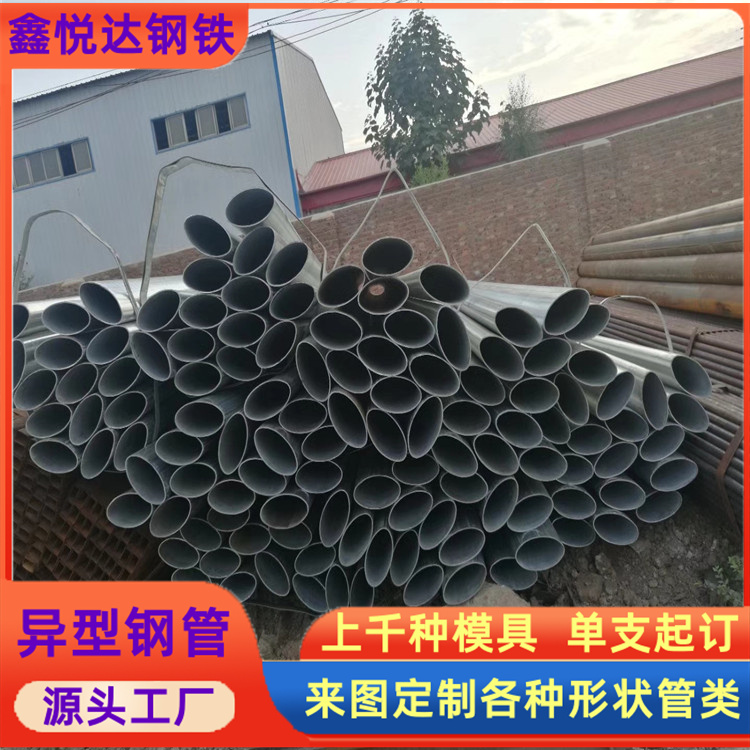
產(chǎn)品執(zhí)行:GB/T6725-2002,GB/T6728-2002,GB/T3094-2000,LW/T02-2004,DIN59410,EN10210等標(biāo)準(zhǔn)。產(chǎn)品廣泛用于建筑工程、農(nóng)業(yè)機(jī)械、體育器材、汽車制造、鋼結(jié)構(gòu)、、機(jī)床、礦山、橋梁護(hù)欄、幕墻裝飾、家具、石化石油機(jī)械、紡織印染機(jī)械、工程機(jī)械、電力工程、造船、玻璃機(jī)械、塑料機(jī)械、及其他各種機(jī)械等眾多行業(yè)。
90×150鍍鋅橢圓管 折疊房框架 小口徑鴨蛋圓管 規(guī)格
異形鋼管成形工藝,即機(jī)組成形及定徑部分孔型設(shè)計和調(diào)整方法均會直接影響焊接質(zhì)量的優(yōu)劣。傳統(tǒng)的成形工藝為輥式成形工藝,有單半徑,雙半徑;W反彎法成形孔型體系,加上二輥、三輥、四輥或五輥擠壓輥,二輥或四輥定徑來成形質(zhì)量。此種傳統(tǒng)輥式成形工藝,大都用于直徑小于φ114㎜的無縫異形鋼管機(jī)組。各種成形工藝技術(shù),有不同優(yōu)缺點(diǎn),適合不同的條件,根據(jù)產(chǎn)品大綱、產(chǎn)品用途應(yīng)在設(shè)備選型時慎重考慮、以選擇不同的成形工藝技術(shù)。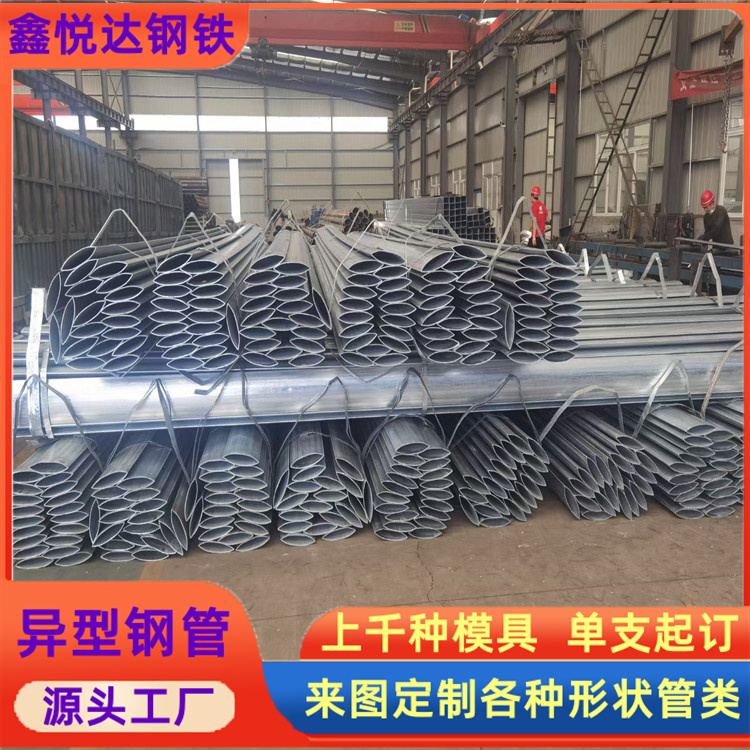
如忽略液壓缸和閥的泄漏以及假設(shè)液壓油不可壓縮,可得活塞具有相同速度的條件為如果采用對稱編碼流量控制,在控制過程中,相同的控制輸入量將得到不同的速度,使液壓缸活塞運(yùn)動的對稱性受到影響,特別是在多缸系統(tǒng)需要同步運(yùn)動時,使系統(tǒng)運(yùn)動不協(xié)調(diào),控制性能降低。GPCM伺服控制系統(tǒng)可以利用編碼方式,使GPCM閥成為流量非對稱閥,可有效地降低非對稱缸左右運(yùn)動不對稱特性對系統(tǒng)控制性能的影響。左右運(yùn)動速度相等的條件對應(yīng)的編碼規(guī)則為即液壓缸縮回行程中的編碼值為伸出行程編碼值的A1/A2倍,可以非對稱液壓缸運(yùn)動速度的對稱性。
2年