硅鉬棒在高溫氧化氣氛下,表面生成一層石英保護層防止硅鉬棒繼續氧化。當元件溫度大于1700℃時,石英保護層熔融,元件在氧化氣氛下,繼續使用,石英保護層重新生成。硅鉬棒不宜在400-700℃范圍內長期使用,否則元件會因低溫的強烈氧化作用而粉化。
安裝使用
1、打開包裝后,檢查馬弗爐是否完整無損,配件是否。一般的馬弗爐不需要特殊安裝,只需平放在室內平整的地面或擱架上。控制器應避免震動,放置位置與電爐不宜太近,防止因過熱而造成內部元件不能正常工作。
2、有熱電偶插入爐膛20-50mm,孔與熱電偶之間空隙用石棉繩填塞。連接熱電偶至控制好用補償導線(或用絕緣鋼芯線),注意正負極,不要接反。
3、在電源線引入處需要另外安裝電源開關,以便控制總電源。為了安全操作,電爐與控制器可靠接地。
4、在使用前,將溫度表指示儀調整到零點,在使用補償導線及冷端補償器時,應將機械零點調整至冷端補償器的基準溫度點,不使用補償導線時,則機械零點調至零刻度位,但所指示的溫度為測量點和熱電偶冷端的溫差。
5、經檢查接線確認無誤后,蓋上控制器外殼。將溫度指示儀的設定指針調整至所需要的工作溫度,然后接通電源。打開電源開關,此時溫度指示儀表上的綠燈既亮,繼電器開始工作,電爐通電,電流表即有電流顯示。隨著電爐內部溫度的升高,溫度指示儀表指針也逐漸上升,此現象表明系統工作正常。電爐的升溫、定溫分別以溫度指示儀的紅綠燈指示,綠燈表示升溫,紅燈表示定溫。
控制系統集成在爐體上。選用智能程序溫控儀,溫度曲線的調節通過設定自動控制進行。過線性組合構成控制量,對控制對象進行控制。 溫控儀接受熱電偶檢測的信號,控制電力模塊。
蝸殼對風機性能影響很大,若去掉蝸殼,風機性能將下降 50%以上。熱風箱式爐采用雙循環方式,風機置于爐體后部,兩側共兩個循環風道,后部蝸殼雙向出風。在熱風腔體中,由于空間有限,蝸殼的擴張段較短,出口面積大,氣流壓力損失較大。在設計蝸殼時,導流片的形狀應力求擴散合理,導流片數量以4~8片為宜,導流片安裝角度根據葉輪形狀和流量大小而定。蝸殼的寬度設計時以不碰到葉輪為準。
箱式爐的工藝庫的設計與零件生產緊密結合,工藝中包含零件處理前、處理時和處理后的各項記錄信息,便于監控和查閱。在零件處理過程中,提供在線修改工藝的功能,并可在自動控制過程中加入人為控制因素,使得對零件處理結果的控制更加靈活。 用于模擬計算的參數可調,了對層深要求的各種零件計算結果的準確性。白件入爐后,監控模塊就對其監視跟蹤,直至出爐。零件處理結果記錄中包括零件的入爐時間、出爐時間、處理過程曲線和終處理結果,并可 隨時查閱和打印,便于質量跟蹤。系統可控制“油淬無中冷”、“油淬帶中泠”和“氣淬”三種工藝過程,并可實現碳共滲。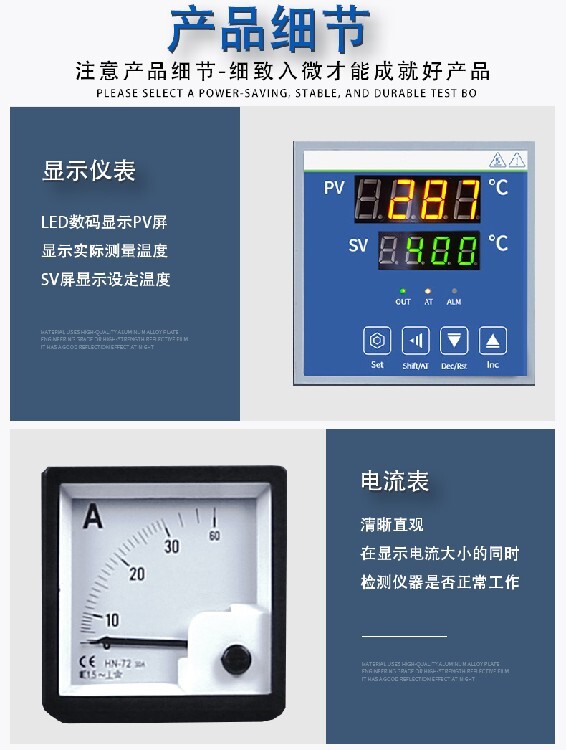
在設計箱式爐時,為了便于系統的調試和維護,軟件在“系統配置”模塊中設置了“系 統參數調整”功能,在“實用程序”模塊中設置了“爐氣碳勢校正”、“合金系統計算”、“執行升溫工藝”等功能,使得在設備長期使用或大修后爐況發生變化時,操作人員對系統的調整和維護變得非常容易。