基板基座的加工工藝要點:基板基座的加工工藝涵蓋切割、銑削、鉆孔、研磨等多道工序。切割工序需確保尺寸,為后續加工提供良好基礎;銑削用于塑造的形狀和表面平整度;鉆孔則根據實際需求,定位并鉆出各類安裝孔和工藝孔;研磨工序通過精細打磨,進一步提升基座表面的光潔度和精度,滿足裝配需求。關鍵詞:切割、銑削、鉆孔、研磨、精度。

基板基座的定期維護與保養計劃:基板基座的定期維護包括對其表面進行防銹處理,涂抹的防銹油,防止在潮濕環境下生銹。定期檢查基座的支撐腳和調節裝置,確保其靈活可靠,能夠正常調節基座的水平度和高度。同時,根據使用頻率和工作環境,定期對基座進行全面的精度校準,其始終處于佳工作狀態。關鍵詞:防銹處理、支撐腳檢查、調節裝置維護、精度校準。

基板基座的技術研發動態:當前,基板基座的技術研發聚焦于提、改善散熱性能和增強電磁兼容性等方面。研究人員通過優化結構設計、選用新型散熱材料以及采用電磁屏蔽技術等手段,不斷提升基板基座的綜合性能。同時,與高校、科研機構的合作也在不斷加強,推動了相關技術的快速發展和創新。關鍵詞:精度提升、散熱性能、電磁兼容性、結構優化、產學研合作。
基板基座的特功能與應用領域:基板基座是一種用于支撐和固定各類基板的基礎裝置,在電子制造、半導體加工等對精度和穩定性要求的行業中廣泛應用。無論是集成電路板的制造,還是平板顯示器的生產,基板基座都肩負著確保基板在加工過程中位置、不發生位移和變形的重任,為產品的制造奠定堅實基礎。關鍵詞:基板支撐、電子制造、需求。

技術特性與材質工藝
1.?穩定性
臥加基座通常采用HT250或HT300灰鑄鐵材質,部分型號選用球墨鑄鐵(如QT600),經退火處理消除內應力,確保長期剛性穩定性。其結構設計需滿足ISO 230-2標準,平面度誤差≤0.02mm/1000mm,抗變形能力≥2000N/mm2。
2.?模塊化定位系統
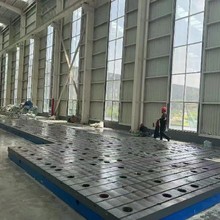
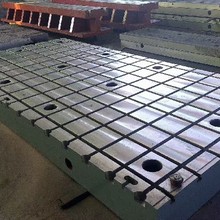
基座工作面分為平面型與T型槽型兩類,后者通過標準化T型槽(ISO 2768-1)與定位孔陣列,實現工件快速裝夾與多軸聯動定位。典型規格包括500×400×150mm、800×630×250mm等,特殊需求可定制。
3.?抗振與降噪設計
基座內部采用蜂窩狀筋板結構,結合動態平衡調校,有效吸收切削振動(振幅抑制≤5μm),同時降低機床運行噪音(≤75dB@1m)。

結構與材質特性
●?材質選擇:
主流材質為高強度鑄鐵(HT300)或球墨鑄鐵(QT500),兼具抗壓性與穩定性;部分定制需求可采用鋁合金材質,實現輕量化與耐腐蝕特性。
●?標準規格:
常見尺寸包括500400150mm、600500200mm等,大定制尺寸可達1800800600mm,底板厚度通常為50mm(可定制)。
●?表面設計:
工作面可選平面型、螺紋孔型或T型槽結構,槽孔數量及尺寸根據加工需求靈活定制,確保與夾具系統的兼容性。