Hi,歡迎來(lái)到黃頁(yè)88網(wǎng)!
-
客服中心 |
-
 移動(dòng)版官網(wǎng)
移動(dòng)版官網(wǎng) 微信公眾號(hào)
微信公眾號(hào) 視頻號(hào)
視頻號(hào)
按標(biāo)準(zhǔn)要求,砂輪卡盤(pán)直徑不得小于被安裝砂盤(pán)直徑的1/3,且相應(yīng)規(guī)定砂輪磨損到直徑比卡盤(pán)直徑大10mm時(shí)應(yīng)更換新砂輪。這樣就存在一個(gè)卡盤(pán)和砂輪的匹配問(wèn)題,否則會(huì)出現(xiàn)這樣的情況,“大馬拉小車(chē)”造成設(shè)備和材料的浪費(fèi);“小馬拉大車(chē)”又不符合安全要求,易造成人身事故。因此,卡盤(pán)與砂輪的合理匹配,一方面可以節(jié)約設(shè)備,切約材料;另一方面又符合安全操作要求。此外,在砂輪與卡盤(pán)之間還應(yīng)加裝直徑大于卡盤(pán)直徑2mm,厚度為1mm~2mm的軟墊。
安裝與使用
1.砂輪安裝使用前進(jìn)行外觀檢查,視其是否有裂紋或損傷,并用木錘敲擊砂輪,發(fā)出的聲音應(yīng)當(dāng)清脆.在使用前應(yīng)按GB/T2493標(biāo)準(zhǔn)規(guī)定進(jìn)行回轉(zhuǎn)試驗(yàn),否則,嚴(yán)禁使用.
2.安裝前核對(duì)機(jī)床上的主軸轉(zhuǎn)速,不得超過(guò)砂輪上標(biāo)明的高工作速度.
3.緊固砂輪只允許使用螺母扳手,且在主軸相對(duì)的兩側(cè)對(duì)稱(chēng)地按順序分次逐漸擰緊,螺母松緊應(yīng)適當(dāng).禁止使用補(bǔ)充夾具或敲打工具.
關(guān)掉冷卻液以免砂輪不平衡.
5.砂輪孔徑與砂輪主軸及卡盤(pán)的配合應(yīng)符合GB4674標(biāo)準(zhǔn)規(guī)定.
6.新安裝的砂輪在有防護(hù)罩的情況下,以工作速度按下列時(shí)間進(jìn)行空轉(zhuǎn):
外徑<400毫米的砂輪不小于2分鐘,外徑≥400毫米的砂輪不小于5分鐘.空轉(zhuǎn)時(shí),操作者不要站在砂輪的前面或者切線(xiàn)方向.
7.不是使用端面磨削的砂輪(例如平行砂輪),不得以砂輪端面進(jìn)行磨削,不是使用外圓磨削的砂輪(例如碗形、杯形砂輪)同樣也不得以砂輪外圓進(jìn)行磨削,以免砂輪破碎.
8.砂輪在磨削工件時(shí),禁止以杠桿推壓工件在增加對(duì)砂輪的壓力.
9.對(duì)于薄片砂輪和鈸形砂輪,切削時(shí),如用力過(guò)猛,易發(fā)生砂輪停轉(zhuǎn)卡住和撞碎砂輪現(xiàn)象,造成砂輪損壞.切削工件時(shí)不能多件工件疊起來(lái)切削,以防意外.
砂輪分很多種,其磨料往往是很硬的材料,通常是化合物,比如金剛砂、剛玉、金剛石等,按其磨料進(jìn)行分類(lèi),常見(jiàn)的就是金剛砂砂輪和剛玉砂輪。按照結(jié)合劑的不同分類(lèi),常見(jiàn)的則有陶瓷(結(jié)合劑)砂輪、樹(shù)脂(結(jié)合劑)砂輪、橡膠(結(jié)合劑)砂輪。
砂輪的種類(lèi)繁多,不同砂輪可分別對(duì)工件的外圓、內(nèi)圓、平面和各種型面等進(jìn)行粗磨、半精磨和精磨,以及切斷和開(kāi)槽等。按各種形狀、尺寸、磨料、粒度、硬度、組織和結(jié)合劑等進(jìn)行不同的組合,砂輪的品種規(guī)格多達(dá)20萬(wàn)個(gè)左右。
超硬磨料砂輪用金剛石或立方氨化硼磨料制成的砂輪,一般由基體、過(guò)渡層和超硬磨料層3部分構(gòu)成。超硬磨料砂輪的特征與普通磨料砂輪大體相同,但它不標(biāo)示"組織",而以"濃度"表示磨料含量的多少。超硬磨料砂輪用的結(jié)合劑有金屬、樹(shù)脂、陶瓷和電鍍金屬等。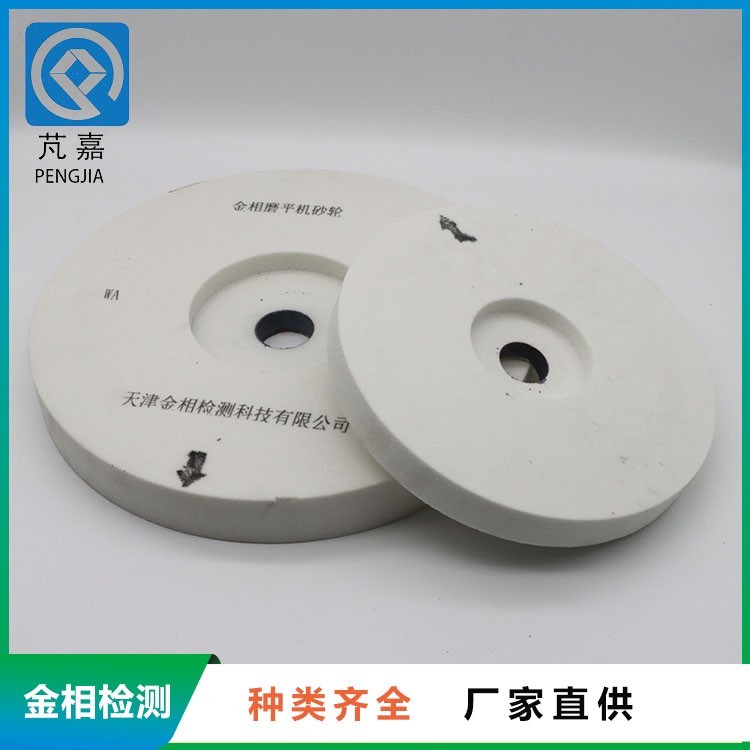
砂輪片顆粒度十分重要,不同的顆粒度應(yīng)用于不同的需要。粗砂輪顆粒度表明砂輪的研磨速度較快,但是處理表面較粗糙。如果要求表面光潔度,則需要使用細(xì)顆粒度砂輪,但是研磨過(guò)程會(huì)更加緩慢。因此,我們需要根據(jù)具體要求選擇合適的砂輪顆粒度。