對于馬弗爐的分類,可以根據其加熱元件、額定溫度、和控制器的不同而分類,具體見下面:
1)按加熱元件區分有:電爐絲馬弗爐、硅碳棒馬弗爐、硅鉬棒馬弗爐;
2)按額定溫度來區分一般分為:1000℃以下馬弗爐,1000℃、1200℃馬弗爐,1300℃、1400℃馬弗爐,1600℃、1700℃馬弗爐。1800℃馬弗爐。
3)按控制器來區分有如下幾種:指針表,普通數字顯示表,PID調節控制表,程序控制表;按保溫材料來區分有:普通耐火磚和陶瓷纖維兩種。
硅鉬棒通常可使用的爐體溫度為1600℃-1750℃,廣泛應用于冶金、玻璃、陶瓷、磁性材料、耐火材料、晶體、電子元器件、窯爐制造等領域、是產品高溫燒結時的理想發熱元件。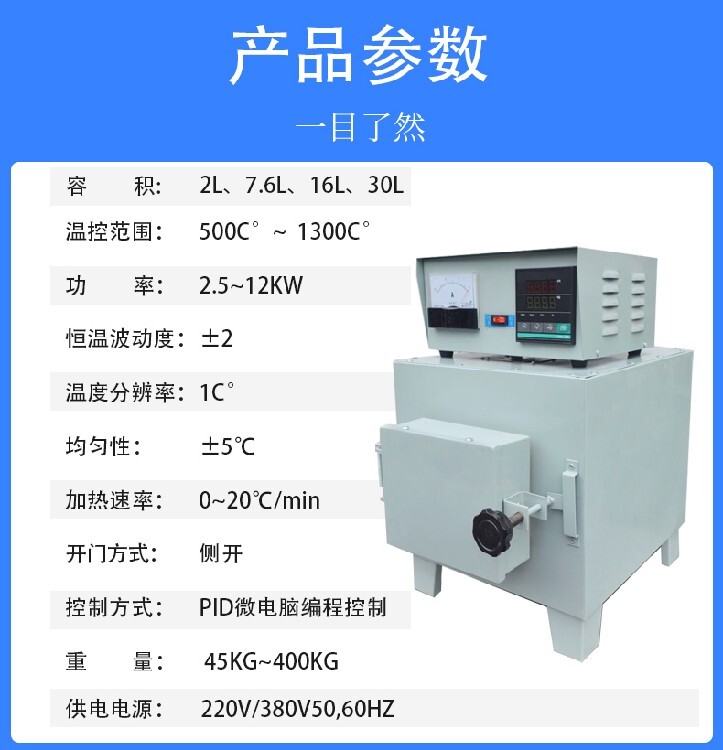
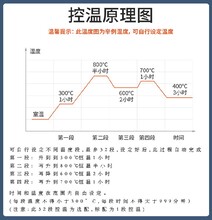
硅鉬棒在高溫氧化氣氛下,表面生成一層石英保護層防止硅鉬棒繼續氧化。當元件溫度大于1700℃時,石英保護層熔融,元件在氧化氣氛下,繼續使用,石英保護層重新生成。硅鉬棒不宜在400-700℃范圍內長期使用,否則元件會因低溫的強烈氧化作用而粉化。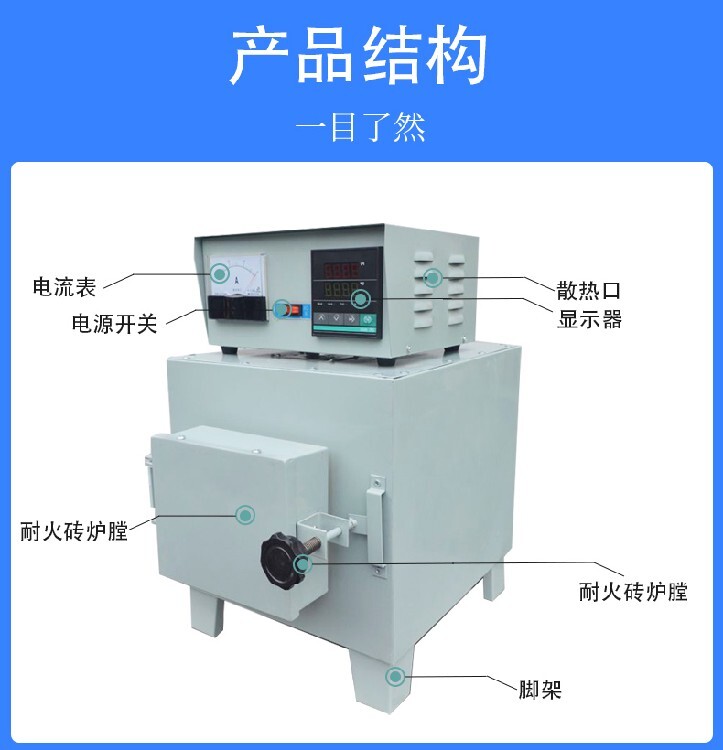
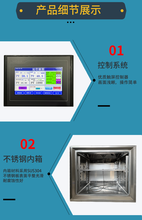
控制系統集成在爐體上。選用智能程序溫控儀,溫度曲線的調節通過設定自動控制進行。過線性組合構成控制量,對控制對象進行控制。 溫控儀接受熱電偶檢測的信號,控制電力模塊。
在設計箱式爐時,為了便于系統的調試和維護,軟件在“系統配置”模塊中設置了“系 統參數調整”功能,在“實用程序”模塊中設置了“爐氣碳勢校正”、“合金系統計算”、“執行升溫工藝”等功能,使得在設備長期使用或大修后爐況發生變化時,操作人員對系統的調整和維護變得非常容易。
爐溫控制
1、爐門加裝電熱元件,這樣可以提高爐門口處的溫度,改善爐子的溫度均勻性。高溫箱式爐是電阻絲加熱方式,在均溫性測試過程中,從測試數據中分析出某一面測試點溫度低,通過調整電阻絲的加熱電流,使爐溫的均溫性達到工藝要求。
2、沿爐子長度方向,合理布置功率(電阻絲),可在爐口處增加一些功率,也可采用分組分區控制方法。
3、設置風扇,強制爐子氣體對流,這樣可以地提高爐溫均勻性。
4、改善爐子外殼的油漆顏色,物體顏色不同,其輻射系數也不同,根據實驗爐子的外殼噴涂銀灰色或黑色漆,爐子外層空間散熱可下降。
5、改進溫度控制系統,采用適當的爐溫調節方法。采用PXR型溫度控制儀表,改變控制方式為PID連續控制方式,代替模擬儀表后,爐溫均勻性可滿足生產工藝要求。