Hi,歡迎來到黃頁88網(wǎng)!
線切割:
原理:在電火花穿孔、成形加工的基礎上發(fā)展起來的,利用電火花加工原理進行切割。
特點:切割精度高,但切割效率相對較低。
適用材料:適用于切割各種導電材料。
切割厚度:受限于設備能力和加工要求。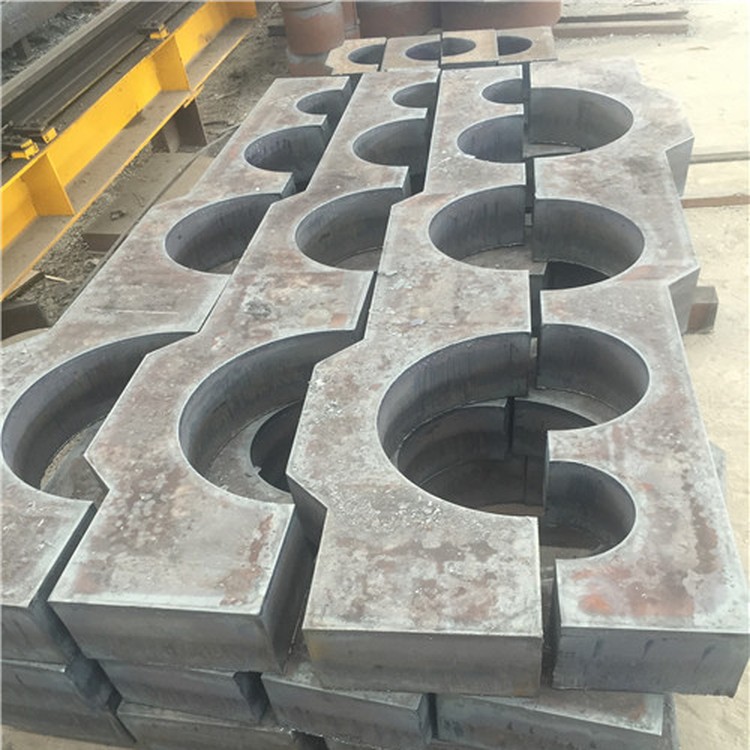
砂輪/鋸切割:
原理:砂輪切割采用高速旋轉的砂輪片切割鋼材;鋸切割則用鋸條(鋸盤)將工件或材料切出狹槽而進行分割。
特點:砂輪切割使用起來輕巧靈活,簡單便捷;鋸切割則適用于各種厚度的金屬材料,但需要根據(jù)材料的硬度來選擇合適的鋸條,并調整佳鋸切速度。
適用材料:適用于切割各種金屬材料。
切割厚度:受限于設備能力和鋸條/砂輪的規(guī)格。
特厚板坯料零割的加工方法
火焰切割
原理:利用燃氣(如丙烷)與氧氣混合燃燒產生的高溫火焰加熱金屬,通過高壓氧氣流吹走熔渣完成切割。
適用場景:切割厚度大(可達1.2米)、成本低,但熱變形明顯,適合對精度要求不高的厚板切割。
典型案例:駐馬店、鶴壁等地的鋼板零割廠家常用此方法切割特厚板。
激光切割
原理:通過高功率密度激光束照射材料,使其迅速汽化形成孔洞,配合光束移動完成切割。
適用場景:切割精度高(切縫窄至0.1mm)、速度快,適合中厚板(30-100mm)的精密加工,但對特厚板(>100mm)效率下降且成本激增。
典型案例:黃山、上海等地的廠家采用激光切割特厚板,但多用于薄板或中厚板。
等離子切割
原理:利用高溫等離子電弧的熱量使金屬局部熔化,并通過高速等離子流吹走熔融金屬形成切口。
適用場景:切割速度快、熱變形小,適合中厚板(10-50mm)切割,但對特厚板(>150mm)效率降低。
典型案例:許昌、濰坊等地的廠家常用此方法切割特厚板。
水刀切割
原理:通過高壓水流(或混合磨料)物理沖擊材料實現(xiàn)切割,屬于冷切割技術。
適用場景:無熱影響區(qū),適合對熱敏感或易碎材料切割,但切割特厚板效率低且成本較高。
典型案例:少數(shù)廠家用于切割超厚板(>200mm),但應用較少。









