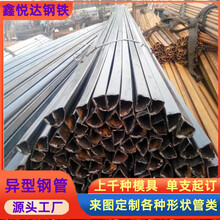
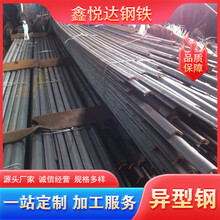
山東55×75鍍鋅八字管 家具床座椅用55×75鍍鋅八字管 加工定制
異型鋼管激光切割,激光刀頭的機械部分與工作無接觸,在工作中不會對工作表面造成劃傷;異型鋼管切割速度快,切口光滑平整,一般無需后續加工;切割熱影響區小,板材變形小,切縫窄;切口沒有機械應力,無剪切毛刺;加工精度高,重復性好,不損傷材料表面;數控編程,可加工任意的平面圖,可以對幅面很大的整板切割,無需開模具,經濟省時。然而根據切割效果來定義分析,異型鋼管激光切割,根據激光進行切割的材料,其切割效果能夠滿意,度又高,這是繼承了激光的優勢,也是普通切割防濕不能夠媲。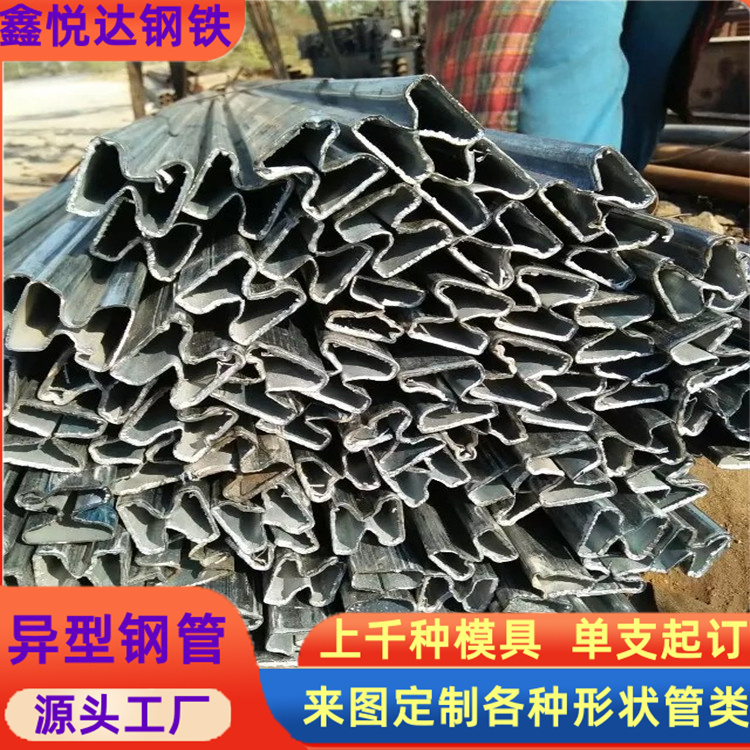
山東鑫悅達方管廠是一家集生產銷于一體,以方管、異型管為主營產品的大型鋼材企業,異型管、扇形管、橢圓管、滾筒管、面包管、馬蹄管、八角管、六角管、八字管、梅花管。T型管、三角管等產品,產品主要用于各種機械、汽車、工業鏈條、金屬結構、橋梁結構、桁架結構、鐵路各線普通道岔及提速道岔的墊板、鐵路墊板、鐵路車輛的以及紡織機械、工具、農具等行業的用材,常備異型管庫存10000多噸。
影響異型管高頻焊接質量的因素很多,今天我們就先為大家介紹一下如何調控高頻感應圈的位置,它主要受以下六點因素影響:(一)高頻感應圈應盡量接近擠壓輥位置。若感應圈距擠壓輥較遠時,有效加熱時間較長,熱影響區較寬,方矩管,焊縫強度下降;反之,焊縫邊緣加熱不足,鍍鋅方管,擠壓后使異型管成型不良;(二)異型管坯的兩個邊緣在高頻感應圈加熱到焊接溫度后,由擠壓輥擠壓形成共同的金屬晶粒互相滲透、結晶,終形成牢固的焊縫。若擠壓力過小,形成共同晶體的數量就小,焊縫金屬強度下降,受力后會產生開裂。若擠壓力過大,將會使熔融狀態的金屬被擠出焊縫,不但降低了焊縫強度,而且會產生大量的內外毛刺,甚至造成焊接搭縫等缺陷;
以“客戶的成功,才是我們的成功”的經營準則為廣大客戶質的服務。
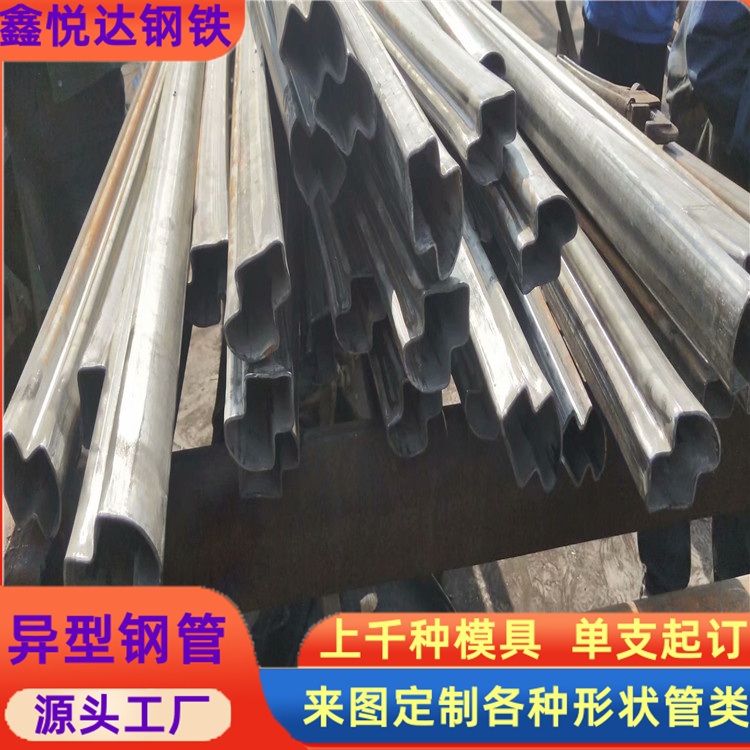
山東55×75鍍鋅八字管 家具床座椅用55×75鍍鋅八字管 加工定制
異型鋼管連續法磁粉探傷的實際操作次序①預備處理,消除鋼件表層植物油脂、污漬、氧化皮等,使鋼件表層整潔;②將異型鋼管放置于適度的部位并澆上磁懸液;③明確磁化電流量并在接電源磁化的另外釋放磁懸液;④先終止釋放磁懸液后終止接電源磁化;⑤觀查并紀錄探傷結果;⑥對去磁的鋼件開展去磁;⑦后處理工藝,將歷經探傷的鋼件歸類堆積。剩磁法磁粉探傷的操作流程是:①預備處理;②接電源磁化;③釋放磁懸液;④觀查并紀錄探傷結果;⑤去磁;⑥后處理工藝。異型管定做冷拔異型管批發鋼管異型管可分為橢圓形異型鋼管、三角形異型鋼管、六角形異型鋼管、菱形異型鋼管、八角形異型鋼管、半圓形異型鋼圓,不等邊六角形異型鋼管、五瓣梅花形異型鋼管、雙凸形異型鋼管、雙凹形異型鋼管、瓜子形異型鋼管、圓錐形異型鋼管、波紋形異型鋼管。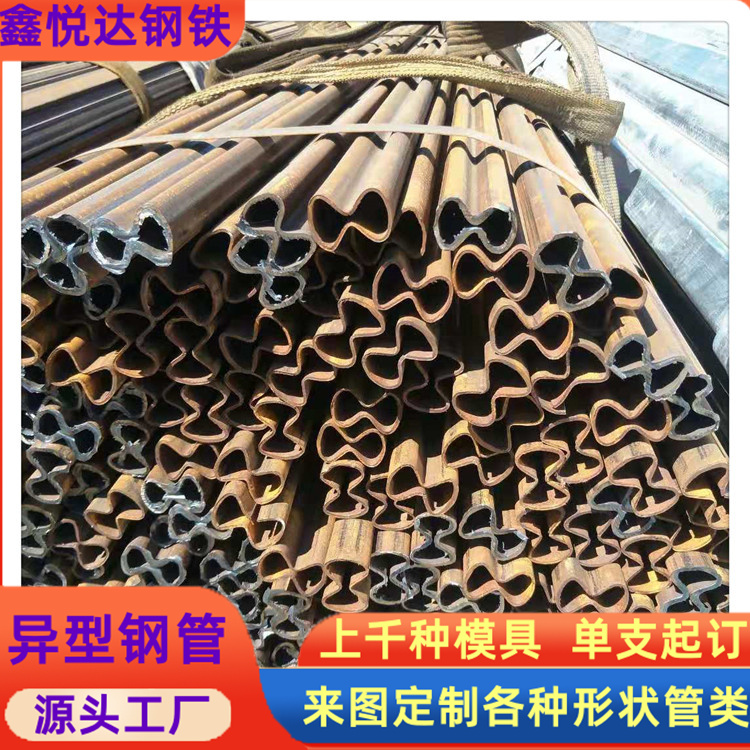 開發、低成本的爐外處理新工藝、新技術顯得十分重要而迫切通過安裝在鋼包底部的透氣磚吹氬已是為普遍而簡捷的爐外精煉手段,如果能開發出通過安裝在鋼包底部透氣磚位置的元件噴吹精煉粉劑或合金化的合金粉的精煉新工藝,即新一代鋼包噴射冶金工藝技術L-BPI(Ladle-BottomPowderInjection)。此新工藝技術具有以下優點:與其相關的各種配套技術成熟,易于實現氣量可調節的范圍大;改造投資低,不改變原有工藝;攪拌效果比傳統的頂吹理想。國外現正按一種新的“并行工程”,觀點廣泛地推行設計一體化模式。“并行工程的觀點認為,工業產品的造型、結構和模具設計中的關聯問題,是同時而不是順序發生的,它們錯綜復雜、緊密交織,而又互相制約,形成了一個“并行的工程”。要想迅速而又科學地解決這些問題,造型、結構和模具設計人員都應學好、掌握和熟悉彼此的工作目標、內容、要點,并結合本職工作自我協調,合成一家,以力圖減少一些設計環節和不可行的誤設計,從而提高我們的工作質量和經濟效益。
開發、低成本的爐外處理新工藝、新技術顯得十分重要而迫切通過安裝在鋼包底部的透氣磚吹氬已是為普遍而簡捷的爐外精煉手段,如果能開發出通過安裝在鋼包底部透氣磚位置的元件噴吹精煉粉劑或合金化的合金粉的精煉新工藝,即新一代鋼包噴射冶金工藝技術L-BPI(Ladle-BottomPowderInjection)。此新工藝技術具有以下優點:與其相關的各種配套技術成熟,易于實現氣量可調節的范圍大;改造投資低,不改變原有工藝;攪拌效果比傳統的頂吹理想。國外現正按一種新的“并行工程”,觀點廣泛地推行設計一體化模式。“并行工程的觀點認為,工業產品的造型、結構和模具設計中的關聯問題,是同時而不是順序發生的,它們錯綜復雜、緊密交織,而又互相制約,形成了一個“并行的工程”。要想迅速而又科學地解決這些問題,造型、結構和模具設計人員都應學好、掌握和熟悉彼此的工作目標、內容、要點,并結合本職工作自我協調,合成一家,以力圖減少一些設計環節和不可行的誤設計,從而提高我們的工作質量和經濟效益。