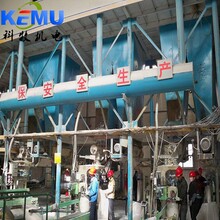
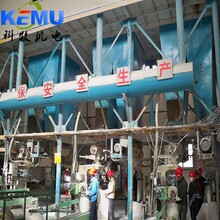
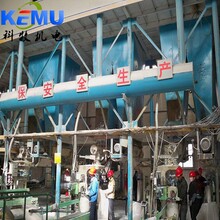
一、自動配料、混合、包裝生產設備1套
1.原料有4-6種,實際生產時為4-6種。
2.集配料、混合、包裝于一體,配料、混合、包裝均為自動化。
3. 廠房與產能:
(1)生產能力:≥2-10噸/小時(按包裝規格5Kg-50 Kg袋)。

二、規定功能、流程與設備配置
1. 規定功能:
(1)將硫酸鎂、硝酸鈣、硝酸鉀、磷酸鉀、硫酸鉀、氯化鉀中的三種或四種物料,按照配方規定的重量配比自動配料后混合均勻,按25-50Kg/袋規格自動計量、充填、包裝。
(2)原料包上平臺,采用在平臺人工拆包、直接向料倉倒料方式。
(3)因為部分物料含有結晶水,易吸潮,高溫易液化,要求配料、混料速度快,要求生產過程減少物料與空氣接觸時間,防止吸水返潮。
(4)生產線工藝流程設計、設備結構設計、材料的選用符合防腐蝕的要求,設備能方便清理干凈,所有接觸物料部件為不銹鋼。
(5)要求計量,配料精度達±0.1%-±0.2%,混合均勻。
(6)使用預制塑料編制袋,含內袋,內袋為PE單膜,內袋熱封口,外袋線縫;人工套袋的半自動充填、封口;要求封口嚴密,密封性好。
(7)要求配料系統可存儲多個配方,配方修改方便;可實現5Kg/袋、10Kg/袋多種規格的配料與包裝。
(8)設備布置緊湊,能耗低,節能。
(9)操作、維修方便,性能穩定,故障率低,運行可靠。
(10)人流、物流通暢,自動化程度高,減少人工。
2. 流程:
四種或六種原料包上平臺―→人工拆包、向各原料倉口投料―→按配方自動配料(電子稱重)―→配好―→自動卸料至爬斗提升機料斗―→自動提升至高位平臺―→自動卸料至混合機―→自動混合均勻―→自動卸料至定量包裝機料倉(料位自動控制)--→人工套袋―→螺旋秤自動稱重計量―→自動充填―→稱好―→自動落袋―→輸送―→內袋熱封口―→外袋縫包。
設備配置:
(1)上包輸送機 1臺
(2)自動配料系統 1套
(3)爬斗提升裝置 1套
(4)自動混合系統 1套
(5) 中轉料倉 1臺
(6)計量充填包裝系統 1套
(7)檢修平臺 1套
(8)生產線總控制柜與電氣控制系統 1套
氣源用戶自備。

三、生產線設備組成及主要功能、性能特點
(一)上包輸送機 1臺
直接用帶式輸送機將六種原料包送到高平臺,在平臺上人工投料。材料:碳鋼噴漆。
(二)自動配料系統 1套
功能:按照設定的重量配比,自動完成六種原料的配料。設備組成包括:原料倉6臺、臥螺旋自動加料裝置6套、稱重秤斗1件、稱重傳感器及稱重控制系統1套、稱重秤斗開關門機構1套、稱重系統支承架1臺、振動卸料裝置2套、配料電控箱及電氣控制系統1套、導料器1套。