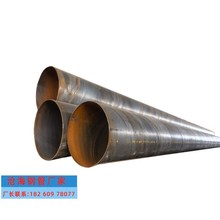
環氧粉末防腐鋼管的工藝說明
在發達國家現已被廣泛運用并且比較老練。環氧粉末一直是選用靜電噴涂工藝涂敷。因為環氧粉末浸塑工藝受附著力問題困擾,環氧粉末的浸塑始終沒能廣泛運用。近年來隨著環氧粉末浸塑磷化液開發成功,霸占了環氧粉末浸塑工藝的附著力難題,環氧粉末的浸塑這一工藝開始推行。選用靜電噴涂工藝涂敷環氧粉末涂料,一次成膜。這種環氧粉末涂料是一種熱固性涂料,由固態環氧樹脂、固化劑及多種助劑經混煉和破壞加工而成。鋼管在噴漆前先通過拋丸處理和中頻預熱,再選用靜電噴涂辦法將環氧粉末涂料噴涂在加熱的鋼管外表上,熔融粘結在鋼管外表,固化構成涂層。
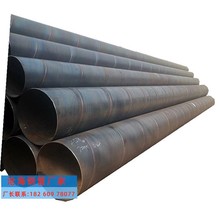
IPN8710飲水防腐鋼管焊接鋼管分為螺旋縫焊和直焊鋼管,螺旋縫焊鋼管分為自動埋弧焊接鋼管和高頻焊接鋼管,直焊鋼管又分為普通直焊鋼管和不銹焊接鋼管。無縫鋼管按制造方法分為熱軋管和冷軋管,其精度分為普通和兩種。冷軋管的公稱直徑為200mm,熱軋管大公稱直徑為600mm。ipn8710防腐鋼管廠家制造工藝3pe加強級防腐鋼管結構有三層,假如處置不當,不僅僅達不到預期的效果,除此以外會普遍增多成本,使懷疑取代信任,失敗取代成功。新型設備的打造采用全自動或半自動操作,促使進一步發展了過程的管理和控制,確保了材料的正確處置和安全。除此以外,廢液的處理完全實現了自動化。層環氧粉末,假若因陰極保護屏蔽而發生腐蝕或者應力腐蝕開裂,因為要選擇性開挖,修補管子和重新涂敷消除陰極保護屏蔽問題,那么,管道壽命期間的成本還要大幅普遍增長。在此基礎上,在管道防腐廠的涂敷工藝,涂敷控制,是表面預處理之間采取折中方案,可以在短時間里見到好處,然而,這也普遍增加了管道壽命期間監測,檢查和管理成本的風險。
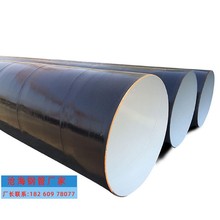
環氧煤瀝青防腐鋼管
加強級環氧煤瀝青防腐鋼管周價格漲跌預測報告:
1. 防腐的環氧煤瀝青油漆施工根據現場條件采用刷涂的方式。
2.鋼材除銹經檢查合格后涂刷底漆和面漆,涂漆時盡可能留出鋼材裝配的焊縫位置,預留長度約為150mm ,以免焊接時難以清根,影響焊接質量。
3. 對于鋼材表面坑塵程度較大(>2mm 以上),尚應拌制膩子將其補平。
4. 環氧煤瀝青漆混合配制好拌勻后將其熟化15 ~30min ,并在4 小時內用完。
5. 底漆表干后固化前涂刷道面漆,面漆實干后固化前涂刷第二道面漆。施工時,往往在工序流程上是連續的,因此需要特別注意油漆的涂裝間隔時間,涂裝間隔在小和涂裝間隔之間。現場施工時,要根據涂料的性能和天氣條件確定涂裝的間隔時間。
6. 如果油漆復涂間隔太長,則需要將油漆表面用砂布或砂輪打毛后再涂刷后道漆。
7. 鋼材噴砂合格后應立即涂刷底漆,因此,應同時注意粉塵對涂漆的影響,涂漆時盡可能遠離噴砂區域或暫停噴砂施工。
8.環氧煤瀝青漆作業應按隨貨所到的材料說明書和規范要求進行操作。
9. 油漆作業施工用具應干凈,使用過程中的清理和用完后處理應適當。
10. 涂刷時,層間縱橫交錯,每層往復進行。涂漆的時間間隔應符合涂料的技術要求,漆膜厚度符合設計要求。漆膜在干燥過程中,應保持周圍環境清潔,防止漆膜表面受污。