東莞市欣宇超聲波機械有限公司為您提供大量關于微型振動摩擦機,北京振動摩擦機,等方面的信息和資料。
振動摩擦焊接機工作原理 振動焊接是摩擦焊接過程,其間被焊接的制件在壓力下摩擦到一起直到生成的摩擦和剪切熱量使頭蚧面達到充分熔融狀態。一旦熔融膜已經形成滲入到足夠深的沓接區域,相對運動停止,在壓力作用下焊縫冷卻并固化。
公司簡介:
本公司是一家集設備技術開發、生產、銷售、服務為一體的綜合性企業。
主要經營:
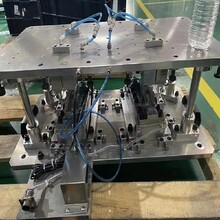
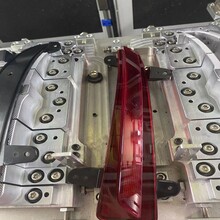
振動摩擦焊接機、超聲波焊接機、紅外線焊接機、高周波熔斷機、熱板機、旋轉熔接機、高頻感應加熱機、非標定制機、模具等。 振動摩擦焊接機在汽車上的應用主要的體現在發動機進氣系統、內外飾件及車燈。進氣岐管目前基本上都是采用的都是PA加玻纖增強的材料,而就目前的工藝來講只有振動摩擦能夠達到焊接要求,不管是從氣密,爆破壓力強度上來講都是其它連接方式所不能實現的。就車燈來講,以前大多用熱板焊,而近年來許多廠家開始轉用振動摩擦焊接方式,主要是由于振動摩擦焊接溢料少(外觀對車燈來講尤為重要),焊接周期短,大大提高了生產效率,強度也能達到要求。
振動摩擦焊接機在汽車上的應用主要的體現在發動機進氣系統、內外飾件及車燈。進氣岐管目前基本上都是采用的都是PA加玻纖增強的材料,而就目前的工藝來講只有振動摩擦能夠達到焊接要求,不管是從氣密,爆破壓力強度上來講都是其它連接方式所不能實現的。就車燈來講,以前大多用熱板焊,而近年來許多廠家開始轉用振動摩擦焊接方式,主要是由于振動摩擦焊接溢料少(外觀對車燈來講尤為重要),焊接周期短,大大提高了生產效率,強度也能達到要求。
服務宗旨:
我們將一如既往以我們真誠地希望一個電話、一個郵件是我們合作的橋梁。我們將竭誠與客戶進行廣泛的配合、共同合作各種產品及外銷業務,達到雙方交易公平、守信、互利、滿意。“以人為本”是我們的管理理念。一切為用戶著想,一切為用戶服務。用戶滿意是我公司的大榮幸和大的追求!
歡迎您與我們共同研討,共謀發展! 振動摩擦焊接機是通過在施加壓力的狀態下將線性振動能傳遞到熱塑性塑膠產品的上下接觸面,使之產生位移摩擦,所產生的摩擦熱將產品完整的焊接在一起。
振動摩擦焊接機是通過在施加壓力的狀態下將線性振動能傳遞到熱塑性塑膠產品的上下接觸面,使之產生位移摩擦,所產生的摩擦熱將產品完整的焊接在一起。
焊接過程分 4 個階段
1 階段
初期摩擦階段
2 階段
不穩定熔融階段
3 階段
穩定熔融階段
4 階段固化階段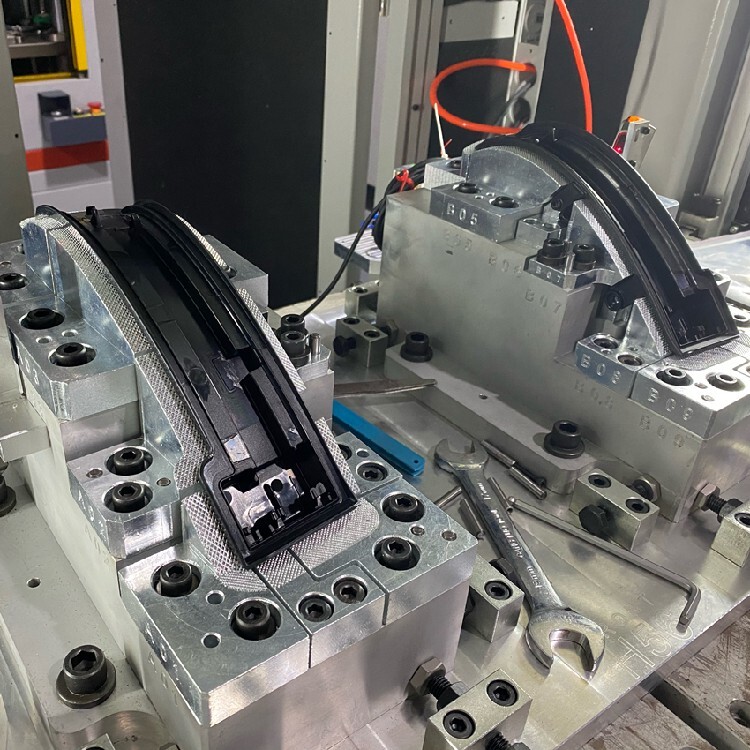 初始啟動步驟
初始啟動步驟
連接電源,氣源
打開空氣閥門,此時隔音門是開著的
打開NFB開關(在側面控制部門內)
打開主電源開關順時針方向施轉
在手動操作畫面上選擇打開油壓系統電源
安裝上下治具
在手動模式中安全打開隔音門
在手動模式中安全下降工作臺面
進行自動頻率諧振
設定焊接條件
在自動模式中試焊產品
找佳焊接條件
儲存焊接條件
佳條件上生產成品
焊接完畢時
在手動模式中關閉隔音門
關掉住電源, 逆時針方向旋轉
后續反復啟動步驟
打開主電源(Key Power Switch) Step 2. 打開油壓系統電源
安裝治具
撥出相應焊接條件
在自動模式中焊接產品 固定螺絲破損現象
固定螺絲破損現象
不會調整頻率
焊接時,頻率不正常
焊接品質不好
發生噪音
治具替換后,作自動諧振
使用治具時,注意事項
治具重心安裝工作臺面的中心
不使用欣宇超聲波制作的治具時,請先聯絡欣宇超聲波確認設定條件 治具拆除
治具拆除
先用扭力扳手稍微松開上治具的固定螺絲,然后將4根導柱裝在下治具上,緩慢的上升工作臺,將立柱對準在上治具上的孔上
通過立柱,上下治具連在一起,再上升臺面至完全接觸
松開固定螺絲將上治具與驅動板分離開
下降工作臺,松下治具固定螺絲,然后將上、下治具從工作臺拆下