Hi,歡迎來到黃頁88網(wǎng)!
東莞市欣宇超聲波機械有限公司為您提供大量關(guān)于節(jié)能振動摩擦機加工,北京振動摩擦機加工,等方面的信息和資料。
治具拆除
先用扭力扳手稍微松開上治具的固定螺絲,然后將4根導(dǎo)柱裝在下治具上,緩慢的上升工作臺,將立柱對準在上治具上的孔上
通過立柱,上下治具連在一起,再上升臺面至完全接觸
松開固定螺絲將上治具與驅(qū)動板分離開
下降工作臺,松下治具固定螺絲,然后將上、下治具從工作臺拆下。線性振動摩擦機模具圖如下: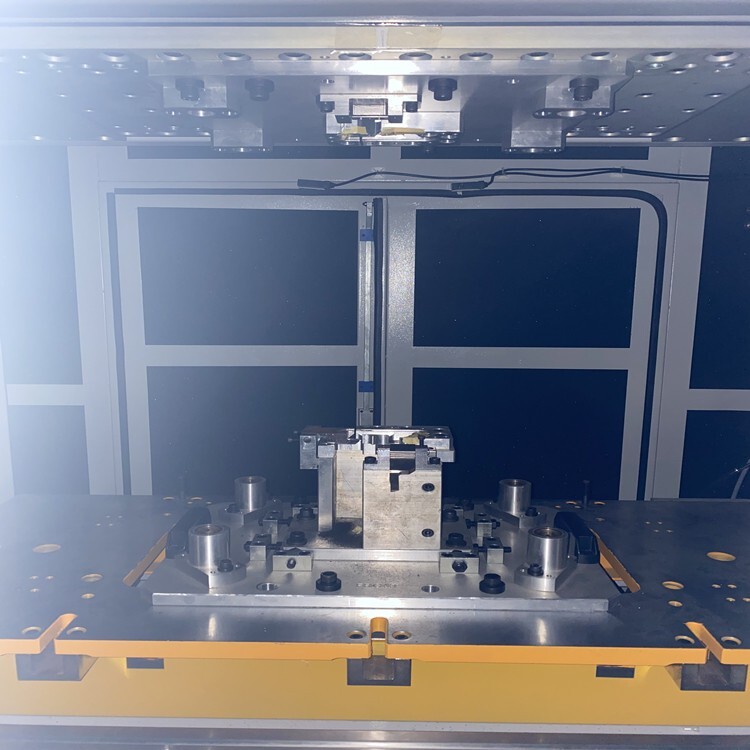 安裝治具時,注意事項
安裝治具時,注意事項
上治具
擰緊全固定螺絲
使用扭力扳手.
規(guī)定轉(zhuǎn)力(Torque) : 100Nm.
上治具螺絲擰緊完,螺紋連接部長度要大概20 ~ 24mm,盡量使用合適的螺絲。
下治具
擰緊全固定螺絲
使用扭力扳手
振動板螺絲孔的固定螺絲連接部完成時,用螺旋鉗的話,可能會斷上治具固定螺絲。
上治具固定時,請注意拉力(Torque)
固定螺絲破損現(xiàn)象
不會調(diào)整頻率
焊接時,頻率不正常
焊接品質(zhì)不好
發(fā)生噪音
治具替換后,作自動諧振
使用治具時,注意事項
治具重心安裝工作臺面的中心
不使用欣宇超聲波制作的治具時,請先聯(lián)絡(luò)欣宇超聲波確認設(shè)定條件 焊接周期短
焊接周期短
適用幾乎所有的塑料產(chǎn)品
線性震動摩擦焊接
一步焊接成型
焊接過程:線性震動摩擦,運動面熔層形成,固定面熔層形成,冷卻保壓
強制摩擦過程中會產(chǎn)生少量的顆粒(這在很大程度上取決于所用的材料)
每種不同的塑料在摩擦的過程中在焊接面達到佳熔點
帶紅外線預(yù)熱的線性震動摩擦焊接
焊接過程: 紅外線預(yù)熱,震動轉(zhuǎn)換,運動面熔層形成,固定面熔層形成,冷卻保壓
根據(jù)設(shè)定參數(shù),固定夾具面幾乎可完全“跳過”
有了這個附加功能,傾斜區(qū)域也可成功地焊接,摩擦中的固體顆粒也可以完全避免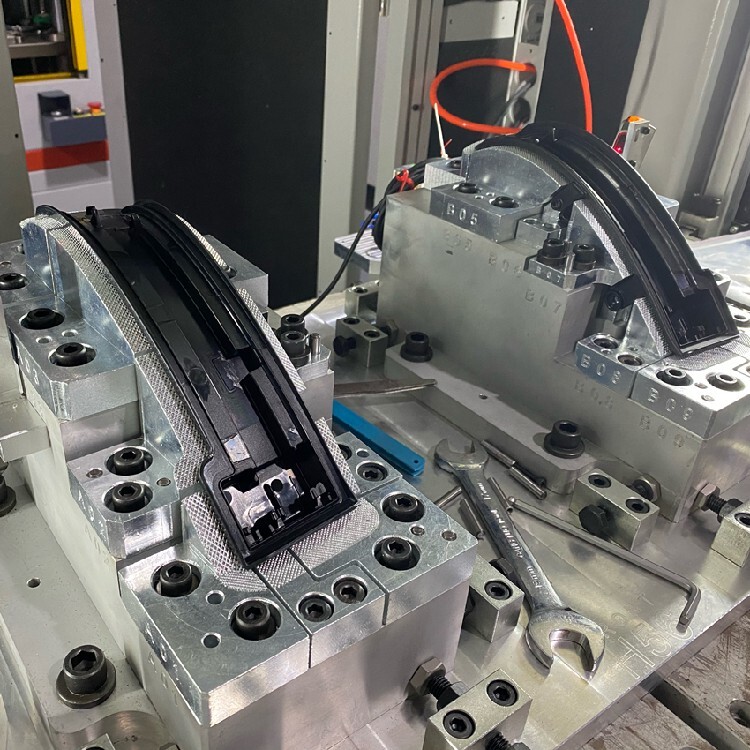 公司簡介:
公司簡介:
本公司是一家集設(shè)備技術(shù)開發(fā)、生產(chǎn)、銷售、服務(wù)為一體的綜合性企業(yè)。
主要經(jīng)營:
振動摩擦焊接機、超聲波焊接機、紅外線焊接機、高周波熔斷機、熱板機、旋轉(zhuǎn)熔接機、高頻感應(yīng)加熱機、非標定制機、模具等。 優(yōu)勢:
優(yōu)勢:
焊接不規(guī)則,形狀復(fù)雜的工件
可熔接大型的零件
熔接力強,接口可靠
能一次焊接多個工件
無需借助其它結(jié)合物質(zhì)
無臭味,不會造成環(huán)保問題
對于受潮與含高量添加物之塑料有良好的熔接效果
耗電量低
快速,容易設(shè)定
模具替換性高 適用于幾乎所有的熱可塑性塑料焊接,往復(fù)運動方向上具有允許的無約束運動焊縫的制件,中型或大型制件。
適用于幾乎所有的熱可塑性塑料焊接,往復(fù)運動方向上具有允許的無約束運動焊縫的制件,中型或大型制件。
振動焊接的材料因素與超聲焊接類似:無定形材料比半結(jié)晶聚合物更適合采用振動焊接的類似。
環(huán)形振動焊接可連接焊區(qū)尺寸與焊區(qū)到旋轉(zhuǎn)軸的距離近似相等的制件。
線性振動焊接用在允許一個方向上線性振動的成套制件上。
接頭當被連接的整個表面是平的或稍向平面外彎曲時,對制件來說振動焊接工藝是理想的。廠家摩擦機,摩擦效果好,價格優(yōu)惠,品質(zhì),歡迎選購!