Hi,歡迎來(lái)到黃頁(yè)88網(wǎng)!
-
客服中心 |
-
 移動(dòng)版官網(wǎng)
移動(dòng)版官網(wǎng) 微信公眾號(hào)
微信公眾號(hào) 視頻號(hào)
視頻號(hào)
智能監(jiān)測(cè)平臺(tái):工業(yè) 4.0 的創(chuàng)新融合一揚(yáng)研發(fā)的智能鑄鐵平臺(tái)內(nèi)置應(yīng)變傳感器和 5G 模塊,可實(shí)時(shí)監(jiān)測(cè)載荷分布和變形數(shù)據(jù)。當(dāng)某區(qū)域應(yīng)力超過(guò)閾值時(shí),系統(tǒng)自動(dòng)報(bào)警并推送至管理平臺(tái)。某智能工廠應(yīng)用后,平臺(tái)相關(guān)故障預(yù)警時(shí)間從 24 小時(shí)縮短至 10 分鐘,設(shè)備利用率提升 12%。

汽車零部件檢測(cè):尺寸精度的嚴(yán)格把控某新能源汽車電池廠使用一揚(yáng)鑄鐵平臺(tái)作為電池殼體檢測(cè)基準(zhǔn),配合三坐標(biāo)測(cè)量機(jī),使殼體尺寸公差控制在 ±0.03mm 以內(nèi)。平臺(tái)的高穩(wěn)定性確保了檢測(cè)數(shù)據(jù)的可靠性,電池殼體的裝配合格率從 92% 提升至 99.7%,被車企評(píng)為 “佳檢測(cè)配套商”。
航空航天應(yīng)用:精度的制造基準(zhǔn)在航空發(fā)動(dòng)機(jī)機(jī)匣加工中,一揚(yáng) 00 級(jí)鑄鐵平臺(tái)作為鏜孔基準(zhǔn),配合定心裝置,使機(jī)匣安裝邊的垂直度誤差≤0.02mm。某航空發(fā)動(dòng)機(jī)廠使用該平臺(tái)后,機(jī)匣組件的裝配周期從 72 小時(shí)縮短至 48 小時(shí),且一次裝機(jī)合格率達(dá) ,獲航空工業(yè)集團(tuán) “供應(yīng)商” 稱號(hào)。

精度加工:數(shù)控磨削的精密保障平臺(tái)工作面采用數(shù)控龍門磨床加工,平面度誤差≤0.02mm/m,直線度≤0.03mm/m。一揚(yáng)鑄業(yè)的 8m×3m 大型磨床可一次性加工整板,避免拼接誤差。某軍工企業(yè)定制的 2000×4000mm 鑄鐵平板,經(jīng)激光干涉儀檢測(cè),全長(zhǎng)平面度達(dá) 0.015mm,滿足了導(dǎo)彈部件裝配的精度需求。

采購(gòu)指南:一揚(yáng)的選型服務(wù)一揚(yáng)提供免費(fèi)現(xiàn)場(chǎng)勘測(cè)和選型咨詢,根據(jù)使用場(chǎng)景的精度要求、載荷大小、環(huán)境條件等參數(shù)推薦優(yōu)方案。某軌道交通企業(yè)經(jīng)一揚(yáng)工程師評(píng)估,選用 0 級(jí)鑄鐵平臺(tái)搭配花崗巖導(dǎo)軌,使轉(zhuǎn)向架尺寸檢測(cè)精度提升 40%,比自行選型節(jié)約成本 30 萬(wàn)元,驗(yàn)證了選型的價(jià)值。
鑄造工藝:一揚(yáng)的核心技術(shù)壁壘一揚(yáng)鑄業(yè)采用消失模鑄造工藝,相比傳統(tǒng)砂型鑄造,尺寸精度提升 40%,表面粗糙度 Ra≤12.5μm。熔煉過(guò)程中使用中頻感應(yīng)電爐,鐵水溫度控制在 1450-1500℃,確保成分均勻。某批次平臺(tái)經(jīng)超聲波探傷檢測(cè),內(nèi)部缺陷≤Φ2mm,達(dá)到 GB/T 7233.1-2009 標(biāo)準(zhǔn) II 級(jí)要求。

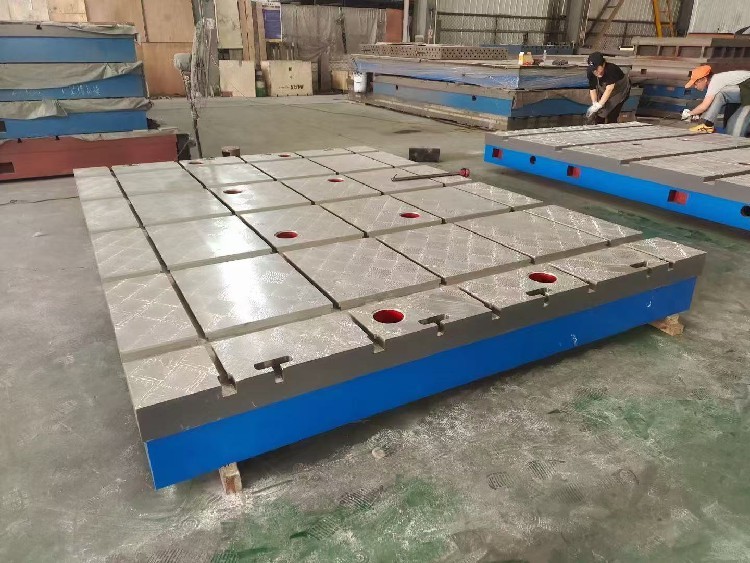
鑄鐵工作臺(tái):車間生產(chǎn)的平臺(tái)一揚(yáng)鑄鐵工作臺(tái)采用模塊化設(shè)計(jì),標(biāo)準(zhǔn)規(guī)格 600×800mm 至 3000×6000mm 可選,可根據(jù)車間布局靈活組合。工作臺(tái)面開設(shè) T 型槽(槽寬 18mm/22mm),適配 M16-M24 螺栓,方便安裝夾具和設(shè)備。某機(jī)械加工廠的鑄鐵工作臺(tái)配合虎鉗使用,使零件裝夾效率提升 50%,被工人稱為 “車間生產(chǎn)的得力助手”。