<fieldset id="yu2yo"></fieldset>
<ul id="yu2yo"></ul>
密碼找回
賬號找回
刪除信息
常見問題
PA6美國杜邦ST7301BK356抗沖擊熱穩定
PA6美國杜邦FN727BK230A抗沖擊耐老化
PA6美國杜邦73G35HSLBK262熱穩定35%玻纖增強
PA6美國杜邦73G30TBK261抗沖擊30%玻纖增強
清遠peek回收市場報價,peek廢料回收
應用的一個例子是作為氣動面板來覆蓋足球體育館安聯球場或北京國家游泳中心(又名2008年奧運會水立方)的外部 - 全球最大的ETFE膜(層壓板)結構。伊甸園計劃的面板也由ETFE制成,其中熱帶島嶼度假村擁有由這種半透明材料制成的20000平方米的窗戶。 ETFE的另
2025年09月03日 17:33:53
模具壓模地坪立體3D地坪模具
壓花地坪所有的美觀自然、真實立體的圖案,都是依托于我們的地坪模具壓印出來的。壓模模具原材料為聚氨酯復合材料,與叉車、鏟車輪胎的原材料相同,所以更為經久耐用抗磨損.壓模模具的紋理和圖案由雕刻機3D雕刻而成,紋理更具有層次感,圖案更逼真,模具拼接
2025年09月03日 17:31:04
西寧地坪模具地坪模具外借整體澆筑成型地坪模具
水泥壓花地面模具是一種經過進口聚氨酯材料制作而成的柔軟性很強的模具產品,水泥壓花地面模具是用于混凝土表面做出花紋的施工工具,這種工具能夠將普通的平整的混凝土表面形成花紋效果,這種壓花地面模具厚度一般能達到5cm左右的厚度,可以在混凝土表面做出2
2025年09月03日 17:31:03
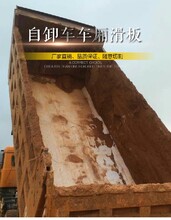
綏化定制渣土車專用滑板,渣土車滑板供應電話
展望未來,再創輝煌 展望未來,安陽市超乾橡塑制品有限公司將繼續秉承“質量為本、客戶至上”的經營理念,不斷加大研發投入,創新產品技術,提升服務品質。公司將繼續深耕高分子材料領域,以更加豐富的產品線和更加完善的服務體系,滿足國內外市場的多樣化需求
2025年09月03日 17:26:04
晉中供應渣土車專用滑板
自潤滑性:高耐磨聚乙烯材料的自潤滑特性,使得滑板與襯板在接觸貨物時能夠減少摩擦阻力,降低能耗,同時減少貨物的劃傷與破損。定制化服務:我們深知每位客戶的需求都是獨特的,因此我們提供全方位的定制化服務。無論是尺寸、形狀還是性能要求,我們都能根據
2025年09月03日 17:26:03
永州供應渣土車專用滑板
微信在線
17601410524
PA6美國杜邦73G30HSLBK416熱穩定30%玻纖增強
¥30
PA6美國杜邦73G15LNC010經潤滑15%玻纖增強
¥27.8
PA6美國杜邦73G15HSLBK363阻燃15%玻纖增強
¥28
PBT日本寶理GFR33030%玻纖增強阻燃高流動
PBT日本寶理CN7015NN/BB15%玻纖增強阻燃
PBT日本寶理CN7000NN/BB鹵素阻燃注射成型
¥43
<ul id="6uw20"></ul>