天津一名鋼鐵集團有限公司公司經營H型鋼:熱軋H型鋼、焊接H型鋼、高頻焊接H型鋼等多種產品,H型鋼價格合理,努力讓客戶買的放心,用的舒心,真誠期待您的到來!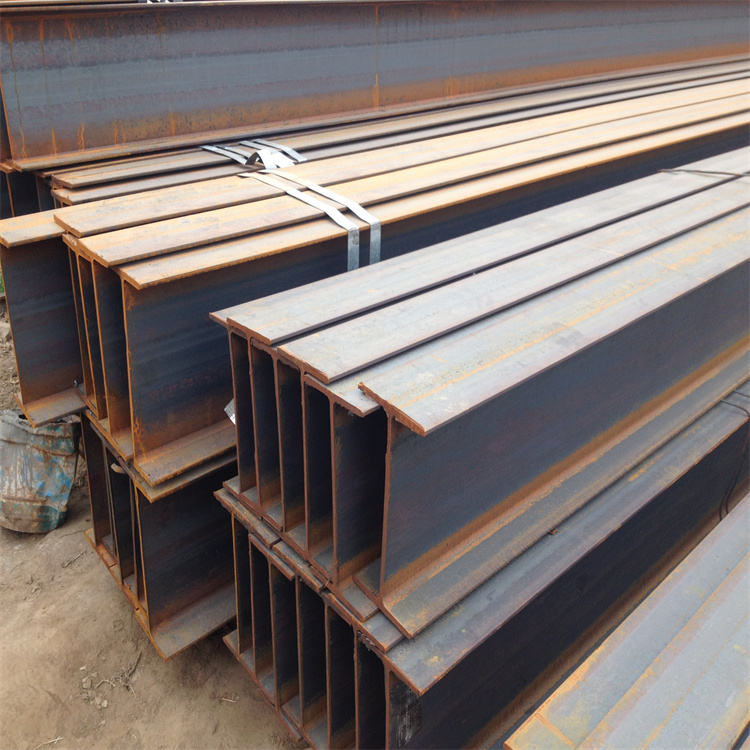
能加工的截面范圍在2000×3000mm或3000×2000mm.橋梁鋼結構和電站鍋爐鋼構:由于截面太大,可以考慮選用UD系列數控鉆,SWD型龍門移動式數控三維鉆,場館建設,除H型鋼結構外還有不少管狀結構,這就需要增加PB系列數控相貫線切割機。對于生產的H型鋼,處于規模化的考慮。上海環球金融中心的箱型柱達2000×1000mm層的商用建筑:其型鋼的截面尺寸較大不宜制作變截面型鋼。這樣可以考慮選用我公司研制的SWD系列龍門移動式數控三維鉆床鋼結構數控成套二次生產線主要用于H型鋼,槽鋼等型材的傳輸及鉆削,鋸切,銑削加工。H型鋼是一種凸緣型鋼,因此其孔型設計也要遵循凸緣型鋼孔型設計的基本原則。
他就會著重于哪個方向。這樣才能夠發展的更長遠。市場上面有各種各樣的行業都在興起,H型鋼出租只是其中的一小部分,那么這種型鋼出租的市場行情現在是怎么樣的呢?這也是那些從事這個方面的工作人員比較關注的。每個人肯定都希望自己從事的行業比較有前途,這樣也能夠幫助自己發展的更好。市場的發展可能每天都會不一樣。很多人從事的行業讓他不得不關注這些。肯定都是市場往哪個方向發展每一家企業都不可能脫離市場去發展H型鋼出租的市場行情如何分類基本上現在每個人對市場的走向都是非常關注的所以我們要時時刻刻的去關注。H型鋼出租在現在的市場上發展是非常好的,很多領域都會用到這種鋼材料。但是他們往往都不會去購買,而是直接采用租賃的方式。
我們本著及客戶之所及,想客戶之所想的服務宗旨不斷地拼搏,進取,主要銷售:H型鋼、焊接H型鋼、高頻焊接H型鋼、工字鋼、焊接工字鋼、高頻焊接工字鋼、角鋼、鍍鋅角鋼、不等邊角鋼、等邊角鋼、槽鋼、鍍鋅槽鋼等。
主要用于:各種民用和工業建筑結構;各種大跨度的工業廠房和現代化高層建筑,尤其是地震活動頻繁地區和高溫工作條件下的工業廠房;要求承載能力大、截面穩定性好、跨度大的橋梁;重型設備;高速公路;艦船骨架;礦山支護;地基處理和堤壩工程;各種機器構件。
只要牢牢地把握住這生產時的規律就能是制造事半功倍。高頻焊接H型鋼常在鋼結構建筑中擔任重要的梁,柱結構,若是它出現問題則會對整個建筑造成影響,接下來我們將通過了解原因及與預防手段避免這種現象的產生。 高頻焊接H型鋼構件損壞的原因有很多,具體可以分為以下幾個狀況,勉強構件承受范圍外的重量:構件就像是人類的身體。之后合格的產品被分類捆裝在倉庫里高強度的壓力與勞累下。不合格的則重新進行制作。它有著自身所特有的規律H型鋼的制作工藝復雜有序。
翼緣寬度比腹板同樣高的普通工字鋼大,因此又得名寬緣工字鋼。由形狀所決定,H型鋼的截面模數,慣性矩及相應的強度均明顯優于同樣單重的普通工字鋼。用在不同要求的金屬結構中,不論是承受彎曲力矩,壓力負荷,偏心負荷都顯示出它的性能,可較普通工字鋼大大提高承載能力,節約金屬10%~40%。H型鋼的翼緣寬,腹板薄,規格多。因此而得名平行翼緣工字鋼。H型鋼的腹板厚度比腹板同樣高的普通工字鋼小翼緣端部呈直角H型鋼優點以及應用范圍分類:h型鋼出租H型鋼的翼緣內外側平行或接近于平行使用靈活,用于各種桁架結構中可節約金屬15%~20%。由于其翼緣內外側平行,緣端呈直角,便于拼裝組合成各種構件,從而可節約焊接,鉚接工作量25%左右。
材質:Q235B、Q235C、Q235D、Q235E、Q345B、Q345C、Q345D、Q345E、Q355B、Q345C、Q345D、Q345E、16Mn、20#、45#等。
處理方法,更換閥門或修理(這個東西是一個易損件,制造商通常會再發一套,事先準備好)液壓油降解或污染,處理方法,液壓油改變,液壓油過濾.壓力表損壞,這是一個壓力表。有時使用工字鋼冷彎機會電機過熱,一般電壓過低或電機定子受潮,對于電壓過低,請檢查電源線,找出加工原因,電機定子水分需要接觸豫龍修理電機不見了。
材料:150底座,平雙耳為Q235B,銷釘,固定螺栓,螺栓銷,螺母為Q235A.性能:底座本體大垂直荷重為6.0kN,大水平荷重為10.0kN.安裝腕臂底座安裝通常是在立柱安裝調試完成后進行,安裝前應按圖檢查零件是否,規格型號與安裝位置是否相符。
H型鋼是一種截面面積分配更加優化、強重比更加合理的經濟斷面型材,因其斷面與英文字母“H”相同而得名。由于H型鋼的各個部位均以直角排布,因此H型鋼在各個方向上都具有抗彎能力強、施工簡單、節約成本和結構重量輕等優點,已被廣泛應用。
公司在社會各界的支持下、在公司的下,公司經過不懈努力,已經呈現出良好的發展態勢,不斷取得可喜成績,贏得了市場的認可。質優,歡迎新老客戶前來訂購!
油污等雜質。在兩端加裝與構件材質相同的引弧板和熄弧板,焊縫引出長度不應小于50mm.再用陶瓷電加熱器將焊縫兩側100mm范圍內進行預熱,預熱溫度為80到120加熱過程中用紅外線測溫儀進行測量,防止加熱溫度過高,待加熱至規定溫度后即可進行焊接。焊接方法采用門式埋弧焊進行自動焊接。如果板厚小于40mm,則每道焊縫一次焊滿,然后進行相應的翻身,如果腹板厚度大于40mm。氧化物毛刺焊接前應焊縫區域存在的鐵銹則每道焊縫一次不要焊滿,通過多次的翻身轉動,來減少焊接變形。進行埋弧焊焊接時,焊腳高度應滿足設計圖紙要求,焊接過程中應觀察焊絲的位置,及時調整,避免焊絲跑偏。焊接過程中如發生斷弧。接頭部位焊縫應打磨出不小于4的過渡坡才能繼續施焊。
它們能使鋼材更高地發揮效能,提高承裁能力。不同于普通工字型的是H型鋼的翼緣進行了加寬,且內,外表面通常是平行的,這樣可便于用高強度螺栓和其他構件連接。其尺寸構成合理系列,型號,便于設計選用。H型鋼的翼緣都是等厚度的,有軋制截面,也有由3塊板焊接組成的組合截面。工字鋼都是軋制截面,由于生產工藝差,翼緣內邊有10坡度。H型鋼的軋制不同于普通工字鋼僅用一套水平軋輥。由于截面形狀合理壓型鋼板等)H型鋼屬于經濟裁面型材(其它還有冷彎薄壁型鋼由于其翼緣較寬且無斜度(或斜度很小),故須增設一組立式軋輥同時進行輥軋,因此,其軋制工藝和設備都比普通軋機復雜。國內可生產的大軋制h型鋼高度為800mm,超過了只能是焊接組合截面。












