聯系人陳錫平
數控系統主軸轉速:可由S代碼或PLC信號給定,轉速范圍0rpm~20000rpm
主軸倍率:50%~150%共11級修調
主軸恒線速控制
Cs軸控制
主機可直連2個主軸編碼器反饋,直連的主軸編碼器線數可設定(100p/r~10000p/r)
螺紋切削
螺紋類型:等螺距直螺紋/錐螺紋/端面螺紋,變螺距直螺紋/錐螺紋/端面螺紋,連續多段螺紋
螺紋頭數:1~99頭
螺紋螺距:0.01mm~500mm(公制螺紋)
螺紋切削加減速:直線型
螺紋退尾:退尾長度、角度和速度特性可設定
數控系統廠家 數控系統的功能:
*功能
*長度補償(*偏置):99組
*磨損補償:99組*磨損補償數據
刀尖半徑補償(C型)
刀偏執行方式:修改坐標方式、*移動方式
輔助功能
特殊M代碼(M00、M01、M02、M30、M98、M99),其余M代碼由PLC定義
支持多M代碼共段
PCL功能
兩級PLC程序,多10000步,第1級程序刷新周期8ms
13種基本指令,50種功能指令
PLC梯形圖在線編輯、監控
支持多PLC程序(多16個),當前運行的PLC程序可選擇
本地I/O:16輸入/8輸出

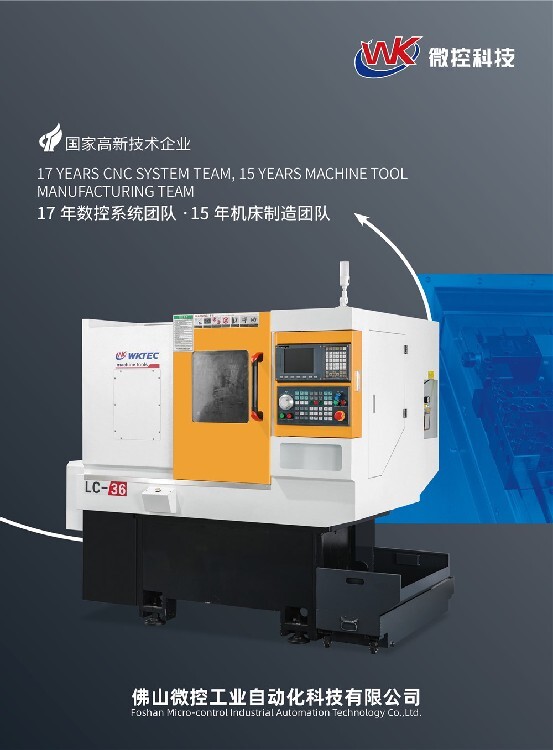
微控兩軸4軸數控系統620TA的參數:
采用32位高速CPU,硬件插補,0.001mm級精度。高速度30m/min。
主板采用多層線路板,表貼元件,大規模可編程邏輯陣列,集成度高。
整機工藝結構合理,抗干擾能力強,可靠性高。
完善的自診斷功能,輸入、輸出實時顯示,出現異常立即報警。
具有子程序及嵌套功能、刀補功能、坐標系重設等。
屏幕為8英寸彩色TFT液晶顯示器。
全中文界面,菜單式操作,完整的幫助信息,詳細的參數說明,操作更方便易學。
MB電子盤,保存數據,出錯后可快速恢復。
I/O端口用戶可自行重定義。
RS232通訊接口、USB接口,與PC機雙向通訊,方便靈活。
系統軟件用戶可自行升級。操作分級管理,更安全,更科學。
宏程序功能,允許用戶自行設計新指令。
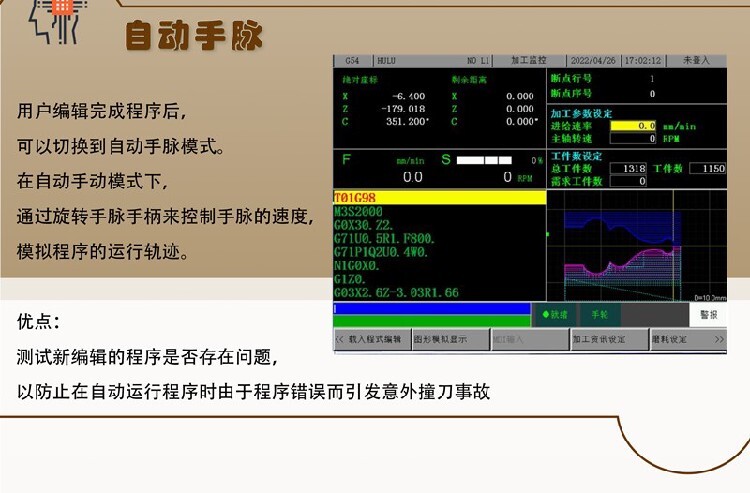
1.編程功能 CNC系統具有強大的編程功能,可以編寫各種加工程序,實現自動化加工。2.編程語言包括G代碼、M代碼等。 3.刀具管理功能 CNC系統可以管理多種刀具,實現自動換刀、刀具壽命管理等功能。4. 加工參數設置功能 CNC系統可以設置各種加工參數,如切削速度、進給速度、切削深度等,以適應不同的加工需求。 5.誤差補償功能 CNC系統具有誤差補償功能,可以自動修正機床的加工誤差,提高加工精度。 6.自診斷功能 CNC系統具有自診斷功能,可以實時檢測機床的運行狀態,發現故障并報警。7. 通信功能 CNC系統具有通信功能,可以與其他設備(如計算機、機器人等)進行數據交換,實現協同工作。 8.人機交互功能 CNC系統具有人機交互功能,操作者可以通過圖形界面、觸摸屏等方式與系統進行交互,實現操作的便捷性。 9.仿真功能 CNC系統具有仿真功能,可以在計算機上模擬加工過程,預測加工效果,避免實際加工中的錯誤。 10.多任務處理功能 CNC系統具有多任務處理功能,可以同時控制多個機床進行加工,提高生產效率。11. 遠程控制功能 CNC系統具有遠程控制功能,操作者可以在遠程通過網絡對機床進行控制,實現遠程加工。
相比于單通道數控系統的多機床分工序加工方式,多通道數控系統控制的機床具有多工序復合加工的優勢,可有效縮短了產品加工時間,提高了產品加工精度,大大提高生產效率,因此需求日益增大。多通道數控系統在使用前應檢查CNC裝置內的各個印刷線路板是否緊固,各個插頭有無松動。 檢查CNC裝置與外界之間的全部連接電纜是否按隨機提供的連接手冊的規定,正確而可靠地連接。 交流輸入電源的連接是否符合CNC裝置規定的要求。 確認CNC裝置內的各種硬件設定是否符合CNC裝置的要求。 只有經過上述檢查,CNC裝置才能投入通電運行。

由于一個數控系統只具有一套機床操作面板和一套io模塊,而多通道需要有立的操作面板,這使得多通道數控系統在實際應用中對于不同通道的操作問題顯現出來;同時,隨著通道數的增加,數控系統的配置更加復雜,無論對系統操作者和系統的設計和維護者都是一種挑戰。所以,一種簡便地解決多通道plc控制的方法能夠幫助數控系統的設計、使用和維護者提高系統使用的便利性和使用效率。












