廣西南寧滄海鋼材有限公司生產的螺旋鋼管產品已被國內上百家客戶使用,并東南亞等國家。主要應用于疏浚工程:江、河、湖、港口、碼頭等清淤工程輸送泥沙。法蘭連接就是把兩個管道、管件或器材,先各自固定在一個法蘭盤上,兩個法蘭盤之間,加上法蘭墊,用螺栓緊固在一起,完成了連接。有的管件和器材已經自帶法蘭盤,也是屬于法蘭連接。法蘭分螺紋連接(絲接)法蘭和焊接法蘭。低壓小直徑有絲接法蘭,高壓和低壓大直徑都是使用焊接法蘭,不同壓力的法蘭盤的厚度和連接螺栓直徑和數量是不同的。根據壓力的不同等級,法蘭墊也有不同材料,從低壓石棉墊、高壓石棉墊到金屬墊都有。
問:螺旋縫焊接鋼管的材質有哪些?
螺旋管常用材質一般有:Q235B、Q345、L245、L290、X42、X52、X60、X70、X80、0Cr13、1Cr17、00Cr19Ni11
承壓流體輸送用螺旋縫埋弧焊鋼管SY5036-83主要用于輸送石油、天然氣的管線;承壓流體輸送用螺旋縫高頻焊鋼管SY5038-83,用高頻搭接焊法焊接的,用于承壓流體輸送的螺旋縫高頻焊鋼管。鋼管承壓能力強,塑性好,便于焊接和加工成型;一般低壓流體輸送用螺旋縫埋弧焊鋼管SY5037-83,采用雙面自動埋弧焊或單面焊法制成的用于水、煤氣、空氣和蒸汽等一般低壓流體輸送用埋弧焊鋼管。現在螺旋鋼管的常用標準一般分為:SY/T5037-2000(部標、也叫 普通流體輸送管道用螺旋縫埋弧焊鋼管)、GB/T9711.1-1997(國標、也叫石油天然氣工業輸送鋼管交貨技術條件diyi部分:A級鋼管(到目前要求嚴格的有GB/T9711.2 B級鋼管))、API-5L(美國石油協會、也叫管線鋼管;其中分為PSL1和PSL2兩個級別)、SY/T5040-92(樁用螺旋縫埋弧焊鋼管)。
問:如何用法蘭連接不同管徑的鋼管?
簡單的來說就是變法蘭的內徑,外徑不變。舉個例子來說下:連接325mm 和219mm 的鋼管,平焊法蘭外徑是440,內徑是325(DN10KG)先把法蘭焊接到325mm的鋼管上,然后再把外徑是440,內徑是219mm的法蘭焊在219mm的鋼管上,這樣就能把這兩種不同徑的鋼管用法蘭聯接起來了。注:這兩種法蘭加工的中心距和孔距相等。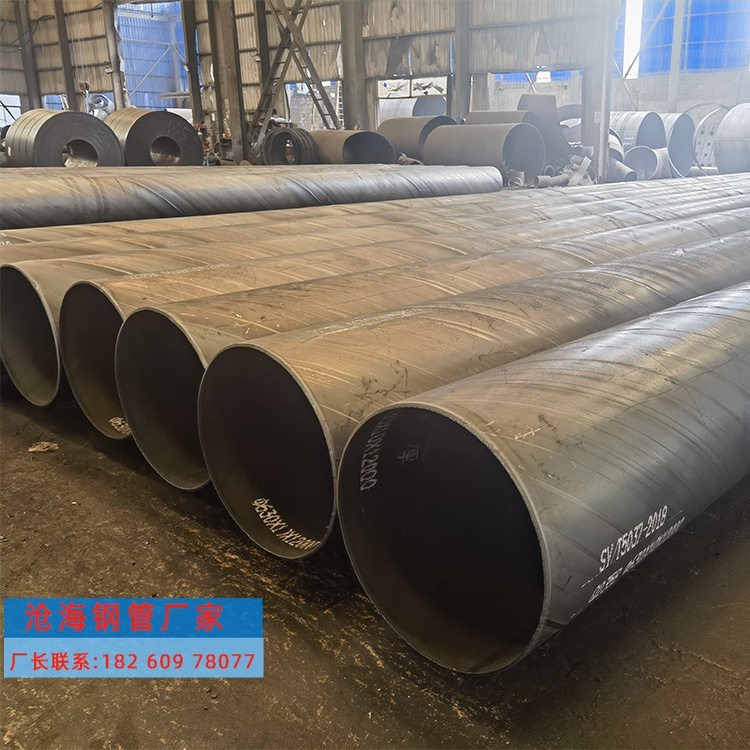
螺旋管主要用于石油、天然氣的輸送管線,其規格用外徑壁厚表示。螺旋管有單面焊的和雙面焊的,焊管應水壓試驗、焊縫的抗拉強度和冷彎性能要符合規定。螺旋鋼管的特點:螺旋鋼管的強度一般比直縫焊管高,能用較窄的坯料出產管徑較大的焊管,還可以用同樣寬度的坯料出產管徑不同的焊管。但是與相同長度的直縫管比擬,焊縫長度增加30~,而且出產速度較低。因此,較小口徑的焊管大都采用直縫焊,大口徑焊管則大多采用螺旋焊! 現在螺旋管的常用標準一般分為:SY/T5037-2000(部標、也叫 普通流體輸送管道用螺旋縫埋弧焊鋼管)、GB/T9711.1-1997(國標、也叫石油天然氣工業輸送鋼管交貨技術條件diyi部分:A級鋼管(到目前要求嚴格的有GB/T9711.2 B級鋼管))、API-5L(美國石油協會、也叫管線鋼管;其中分為PSL1和PSL2兩個級別)、SY/T5040-92(樁用螺旋縫埋弧焊鋼管)。
問:焊接法蘭的注意事項?
1、打底時一定使用J506焊條手工堆焊,并采用小電流焊接。嚴格按照焊接工藝焊接。2、再每焊接完一個位置,都要用水平尺卡一下法蘭平面的變形量。3、一邊焊接一邊用氣錘錘擊焊縫,以達到消除應力的作用。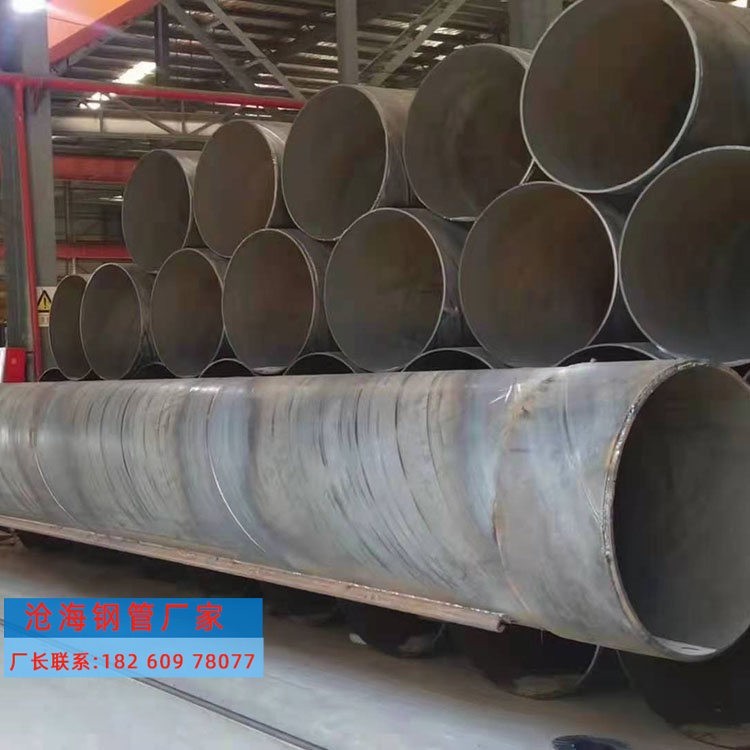
根據螺旋鋼管質量檢驗結果,通常將螺旋鋼管分為三類:合格品、返修品和廢品。合格品指外觀質量和內在質量符合有關標準或交貨驗收技術條件的螺旋鋼管;返修品指外觀質量和內在質量不完全符合標準和驗收條體,但允許返修,返修后能達到標準和驗收條件的螺旋鋼管;廢品指外觀質量和內在質量不合格,不允許返修或返修后仍達不到標準和驗收條件的螺旋鋼管。一般低壓流體輸送,用螺旋縫埋弧焊鋼管,采用雙面自動埋弧焊或單面焊法制成的用于水、煤氣、空氣和蒸汽等一般低壓流體輸送用埋弧焊鋼管。螺旋鋼管的常用標準一般分為:(部標、也叫 普通流體輸送管道用螺旋縫埋弧焊鋼管)、(國標、也叫石油天然氣工業輸送鋼管交貨技術條件部分:A級鋼管(要求嚴格的有B級鋼管))、API-5L(美國石油協會、也叫管線鋼管;其中分為PSL1和PSL2兩個級別)、(樁用螺旋焊縫鋼管)。螺旋鋼管主要應用于自來水工程、石化工業、化學工業、電力工業、農業灌溉、城市建設,是我國開發的二十個產品之一。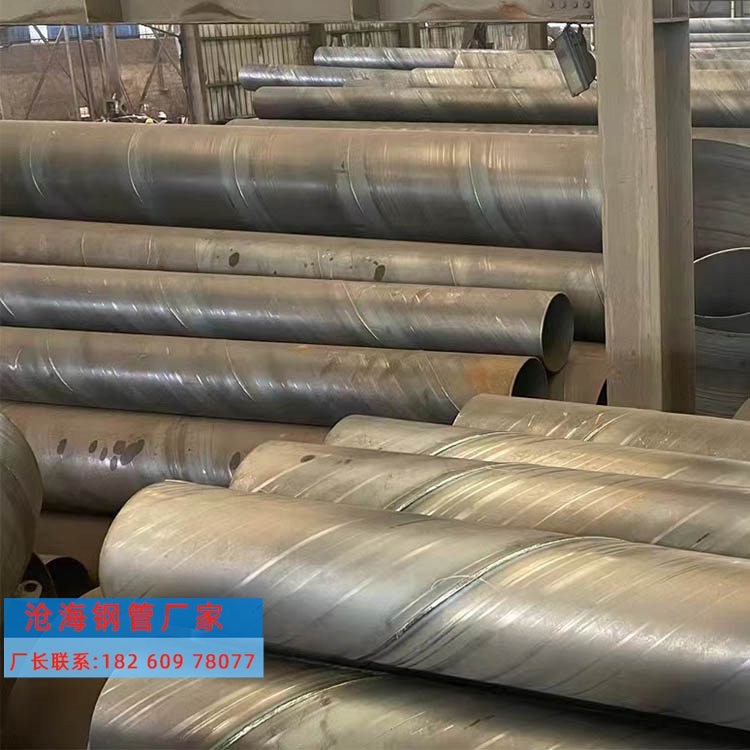
螺旋鋼管的使用壽命和螺旋管的表面脫碳是有一定的聯系的,如果表面脫碳后,螺旋鋼管的強度和耐磨性會降低,直接影響到螺旋管的使用壽命。如果螺旋管上的脫碳層不清洗干凈的話,螺旋管的表面層硬度和耐磨性也會相應的降低,而且在淬火的過程中,會因為里外層的體積的變化而導致工件的表面形成裂紋。下面就由防腐螺旋管廠家為大家介紹一下脫碳處理。想要解決表面的脫碳問題,主要是要對熱處理工序進行處理,因為脫碳和螺旋管的氧化是同時進行的,所以,在熱處理的過程中,應該盡量的不讓螺旋管和空氣接觸,這樣可以改善脫碳的現象。造成螺旋管表面脫碳的介質主要是氧氣、水蒸氣和二氧化碳等氧化性氣體,當這些氣體和受熱的螺旋管接觸時,會造成螺旋管的氧化和脫碳,因此,控制爐內的二氧化碳和一氧化碳的比例也是非常重要的。其實,向螺旋管鍛造爐內加入保護性氣體氮氣也是很有效的,氮氣可以驅散某些氧化性氣體,減少螺旋管的脫碳現象。
今日螺旋鋼管市場價格的詳細信息,由滄州友通有限公司自行提供,如果您對今日螺旋鋼管市場價格的信息有什么疑問,請與該公司進行進一步聯系,獲取今日螺旋鋼管市場價格的更多信息,友通螺旋鋼管廠是一家可靠的螺旋鋼管制造廠家,產品型號豐富,價格適中,質量可靠,結構合理,是您購買螺旋鋼管不錯的選擇。螺旋鋼管適用于輸油、輸氣、輸水管道,自來水、煤氣、管道、煉油廠、化工廠、污水處理廠。螺旋鋼管,劃不傷使用壽命長,減少成本,施工時,待基層干燥后先涂底層涂料固化后再按防水層施工工藝逐層涂刷,基層要潔凈,干燥,操作要細致。施工中要保護涂抹的完整,施工時一定要注意防火,現場要注意通風良好,以防出現溶劑中毒。我廠制造的螺旋焊管已有多年的歷史,螺旋焊管出現于生產鋼管外徑2壁厚為,長度為6-35m輸送管道用鋼管,管樁和和某些機械結構用管。現在國內生產的螺旋焊鋼管規格外徑已經可以達到我國制造螺旋鋼管多以口徑1.8米以下居多,絕大多數為1220以下管徑,國內個別廠家可達到m,極少數廠家可達在搜索引擎中找不到大口徑究竟有多大, 滄州友通管業有限公司生產的螺旋焊管大直徑可達3從此,創下了國內大口徑螺旋焊管大口徑的記錄。螺旋焊管作為鋼管鋼鐵產品的重要組成部分,在國民經濟發展中發揮著重大作用。目前全鋼管行業發展的總趨勢是:螺旋焊管產量增長速度要快于無縫鋼管的增長速度;螺旋焊管產量在比例上要遠遠大于無縫鋼管;在各個領域爭奪無縫管的市場;熱鍍鋅管在螺旋焊管管型中,ERW螺旋焊管在產量上占主導地位,而且在油氣長輸管線、城市燃氣管線的使用領域內向直縫埋弧焊管和螺旋埋弧焊管爭奪市場。
螺旋鋼管的焊接方式和切割方式向大家詳細介紹一下。焊完的焊縫均經過在線連續超聲波自動傷儀檢查,了的螺旋焊縫的無損檢測覆蓋率。若有缺陷,自動并噴涂標記,生產工人依此隨時調整工藝參數,及時缺陷。采用空氣等離子切割機將鋼管切成單根鋼管后,每批鋼管都要進行嚴格的首檢制度,檢查焊縫的力學性能,化學成份,溶合狀況,鋼管表面質量以及經過無損探傷檢驗,確保制管工藝合格后,才能正式投入生產。焊縫上有連續聲波探傷標記的部位,經過手動超聲波和X射線復查,如確有缺陷,經過修補后,再次經過無損檢驗,直到確認缺陷已經。每根鋼管經過靜水壓試驗,壓力采用徑向密封。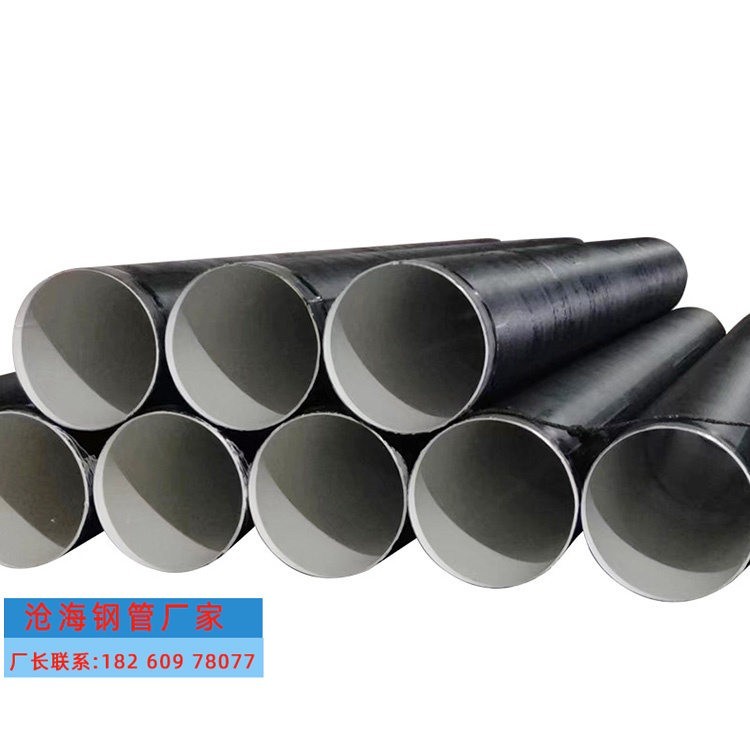
DN200螺旋鋼管生產廠家螺旋鋼管的焊縫是螺旋形狀,直縫鋼管的焊縫是一條直線。直縫鋼管是將熱軋卷板經過成型機成型后,利用高頻電流的集膚效應和鄰近效應使管坯邊緣加熱熔化,在擠壓輥的作用下進行壓力焊接來實現生產鋼管。螺旋鋼管是以帶鋼卷板為原材料,經常溫擠壓成型,以自動雙絲雙面埋弧焊工藝焊接而成的螺旋縫鋼管。螺旋焊管的強度一般比直縫焊管高,能用較窄的坯料生產管徑較大的焊管,還可以用同樣寬度的坯料生產管徑不同的焊管。 通過以上兩幅圖可以明顯的看出螺旋鋼管的焊縫是螺旋形狀的,無縫鋼管是沒有焊縫的。螺旋鋼管由于價格比較便宜,目前被廣泛的應用于輸水管道或者是一些壓力較小的石油、天然氣行業。在交貨時候螺旋鋼管都是12米一根。無縫鋼管應用范圍比較廣泛,對于要求比較高的輸水管道,石油、天然氣管道,機械行業等都可以應用無縫鋼管。在交貨時候無縫鋼管沒有統一的長度具體選擇哪種鋼管要根據用戶的實際需要或者設計院的要求來進行購買。
螺旋鋼管廣泛采用雙面埋弧焊的焊接技術,下面淺談一下埋弧自動焊的形成過程及特點。埋弧焊的原理:埋弧焊是利用電弧熱能進行焊接的,與手工焊條電弧焊不同的是:埋弧焊的焊絲是的,上面沒有涂料,埋弧焊的確焊劑是預先鋪在待焊處的,埋弧焊焊絲伸入焊劑中,電弧是在焊劑下燃燒的埋弧焊的形成過程是這樣的焊絲與工件接觸,按下啟動按動鈕后,焊絲與工件通電的瞬間,焊絲回抽,電弧引燃,焊接小車向前進,焊絲連續下向輸送,維持電弧在焊劑層下燃燒,在電弧下方形成焊接熔池。在電弧周圍,焊劑熔化形成一個空洞,。這個空洞和熔池不斷前進,而熔池后方的金屬凝固,形成連續的焊縫。這個過程由于是在焊劑下進行的,因此,我們用肉眼是看不到的。借助于X射線攝影可以看到由于螺旋鋼管采用埋弧自動焊的焊接技術,除了此種的生產;生產時間少,節省了換焊條的時間;焊接條件干凈無飛濺,節省了清理的時間;焊縫質量高。也為螺旋焊管廠的交貨提供了必要的條件,使得量大的螺旋鋼管生產時間得到,因此目前還是被廣泛采用著。