試模或生產開始時,擠壓機自動關閉,各段開關為零。從小壓力開始緩慢起壓,出料約3-5分鐘,鋁填充過程主要控制壓力。壓力控制在100Kg/cm電流計數據為2-3A一般80-120Kg/cm2能出料,以后才能慢慢加速,正常生產時擠壓速率低于120Kg/cm2為準。
在模具試驗或生產過程中,如果發現模具堵塞、偏齒、速度誤差過大,應立即關閉,并以點退的形式卸載模具,防止模具報廢。
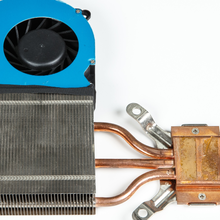
插片散熱器是一款散熱器。插片散熱器采用直管推式通脹機進行脹管使得鋁型材管壁與襯管都達到塑性變形,回彈后結合緊密、表面光滑、尺寸精度高采用插接組裝可達到不漏。因此生產環節沒有廢品產生減少了能源的浪費。另外組裝過程中不需要焊接,對插片散熱器表面沒有過熱影響,節約了大量的人力和能源。
在試模或生產過程中,出料口通暢,墊支或夾具松勁根據出料情況合理掌握。隨時觀察發現異常情況,及時處理,該停機時要立即停機。
矯程中,要認真檢測前后變化,操作規范,用力適度,嚴保產品質量。
按照生產計劃單要求合理定尺,鋸切時,鋸齒進料速度不能太快,避免打傷端頭,端頭鉗正,去掉飛邊和毛刺。
裝筐要規范,包括墊條要擺放合理,避免損傷型材。
插片散熱器溫度控制在190±5℃,保溫2.5-4小時,出爐后進行風冷。
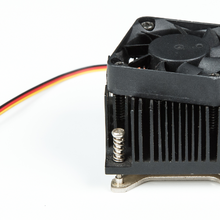
插片散熱器特點
、插片散熱器的散熱效果好,與傳統散熱器相比,工作效率可以提高30%左右。第二、插片散熱器的質量穩定,。第三、插片散熱器的樣式和種類比較多,可以根據室內的裝修風格進行合理搭配,而且插片散熱器的表面經過電泳噴漆處理,環保性高,。第四、插片散熱器的整體強度高,不會因安裝不慎而造成變形、滲漏。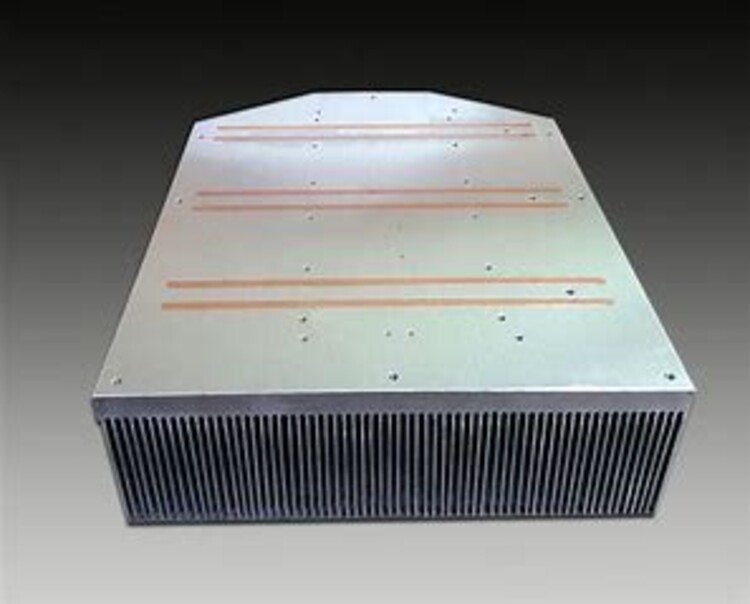
組寬是指按照生產要求制作的每組暖氣片的實際長度,它是暖氣片寬度、間隙相加之和;柱間距指相鄰兩柱暖氣片的中心距,簡稱柱距。這兩個參數是暖氣片在寬度上的表現,用戶可根據房間的采暖需求進行定制,不過為暖氣片使用安全及熱循環,一般滿高1m以下的暖氣片組寬不超過2m,滿高1m以上的暖氣片組寬不超過1m。