試模或生產開始時,擠壓機自動關閉,各段開關為零。從小壓力開始緩慢起壓,出料約3-5分鐘,鋁填充過程主要控制壓力。壓力控制在100Kg/cm電流計數據為2-3A一般80-120Kg/cm2能出料,以后才能慢慢加速,正常生產時擠壓速率低于120Kg/cm2為準。
在模具試驗或生產過程中,如果發現模具堵塞、偏齒、速度誤差過大,應立即關閉,并以點退的形式卸載模具,防止模具報廢。
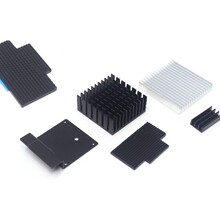
為了提高電子元件翅片散熱器的散熱性能,開發了插件式熱管翅片散熱器,并在自然對流和強制對流環境中進行了實驗研究。實驗結果表明,熱管翅片散熱器與傳統散熱器在自然對流環境下對熱原溫度的控制差異不明顯,但隨著加熱功率的提高,熱管翅片散熱器的優勢逐漸顯現.熱管翅散熱器熱原表面平均溫度低于常規散熱器.5℃左右;隨著加熱功率的增加,熱管翅片傳熱性能的提高,熱管翅片散熱器熱原表面的平均溫度低于傳統翅片散熱器,證實熱管翅片散熱器更適合大功率設備的排熱.通過提高翅片材料的導熱系數,可以有效提高散熱器的散熱性能.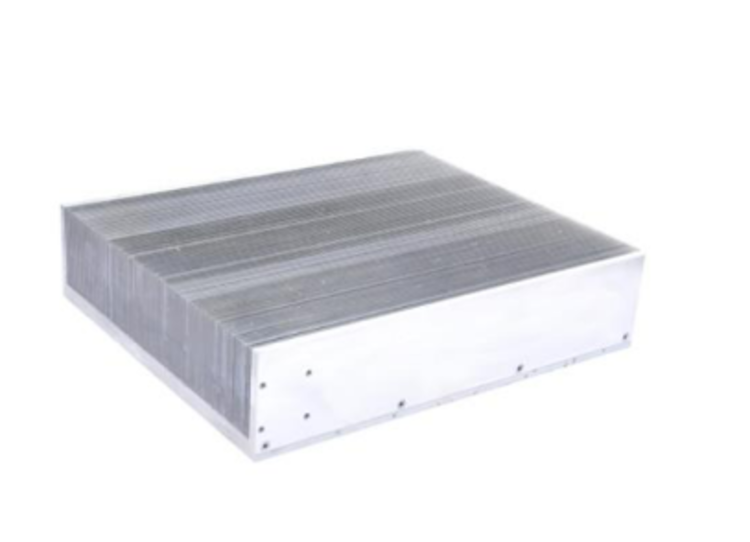
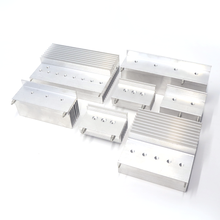
插片散熱器是一款散熱器。插片散熱器采用直管推式通脹機進行脹管使得鋁型材管壁與襯管都達到塑性變形,回彈后結合緊密、表面光滑、尺寸精度高采用插接組裝可達到不漏。因此生產環節沒有廢品產生減少了能源的浪費。另外組裝過程中不需要焊接,對插片散熱器表面沒有過熱影響,節約了大量的人力和能源。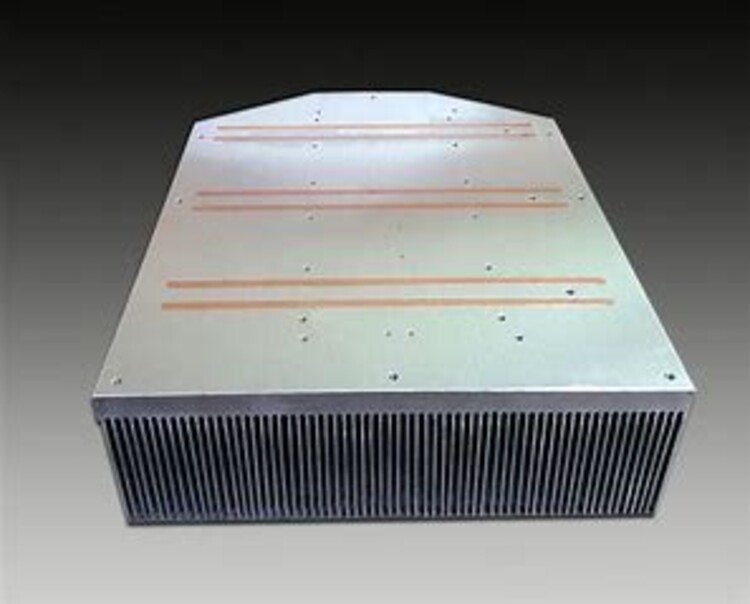
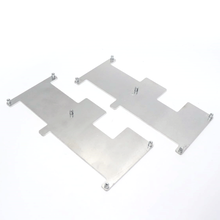
地暖安裝維修比插片散熱器要麻煩很多。地暖是埋藏于地板之下,理論上地暖可與建筑同壽,可是萬一發生不可預料的問題,就非常的麻煩,需要把這個地板都翻過來,所花費的人力物力非常的不值得。而相對比來說,插片散熱器就不存在這個問題,新型鋁型材散熱器都是暴露在空氣當中,有的是掛在墻壁上面,出現問題維修起來非常容易,更換也比較方便,就這點來說,插片散熱器的優勢是地暖無法比擬的。
在試模或生產過程中,出料口通暢,墊支或夾具松勁根據出料情況合理掌握。隨時觀察發現異常情況,及時處理,該停機時要立即停機。
矯程中,要認真檢測前后變化,操作規范,用力適度,嚴保產品質量。
按照生產計劃單要求合理定尺,鋸切時,鋸齒進料速度不能太快,避免打傷端頭,端頭鉗正,去掉飛邊和毛刺。
裝筐要規范,包括墊條要擺放合理,避免損傷型材。
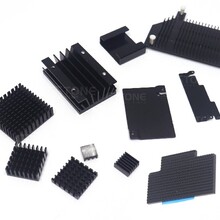
插片散熱器溫度控制在190±5℃,保溫2.5-4小時,出爐后進行風冷。