Hi,歡迎來(lái)到黃頁(yè)88網(wǎng)!
-
客服中心 |
-
 移動(dòng)版官網(wǎng)
移動(dòng)版官網(wǎng) 微信公眾號(hào)
微信公眾號(hào) 視頻號(hào)
視頻號(hào)





帶鋼頭尾對(duì)接,采用單絲或雙絲埋弧焊接,在卷成鋼管后采用自動(dòng)埋弧焊補(bǔ)焊采用外控或內(nèi)控輥式成型埋弧焊螺旋鋼管是以連續(xù)焊絲作為電極和填充金屬,工作時(shí)在焊接區(qū)的上面覆蓋一層顆粒狀焊劑,電弧在焊劑層下,將焊絲端部和局部母材熔化,形成焊縫在電弧熱的作用下,上部分焊劑熔化熔渣并與液態(tài)金屬發(fā)生冶金反應(yīng)dn300螺旋管?chē)?guó)標(biāo)國(guó)標(biāo)GB/T9711,生產(chǎn)后根根打水壓,探傷X射線(xiàn)檢測(cè)因此,較小口徑的焊管大都采用直縫焊,大口徑焊管則大多采用螺旋焊5037螺旋鋼管厚度執(zhí)行螺旋鋼管壁厚允許偏差,是依據(jù)SY/T5037-2012根據(jù)管壁厚度不同,允許偏差不同以固體電阻熱為能源,焊接時(shí)利用高頻電流在工件內(nèi)產(chǎn)生的電阻熱使工件焊接區(qū)表層加熱到熔化或接近 的塑性狀態(tài),隨即施加(或不施加)頂鍛力而實(shí)現(xiàn)金屬的結(jié)合電焊鋼管用于石油鉆采和機(jī)械 制造業(yè)等內(nèi)焊和外焊均采用美國(guó)電焊機(jī)進(jìn)行單絲或雙絲埋弧焊接,從而的焊接常見(jiàn)有水壓試驗(yàn)和氣壓試驗(yàn)兩種原材料即帶鋼卷,焊絲,焊劑螺旋鋼管及其分類(lèi): 承壓流體輸送用螺旋縫埋弧焊鋼管(SY5037-2012)主要用于輸送水、鋼結(jié)構(gòu)、橋梁支撐;承壓流體輸送用螺旋縫焊鋼管(GB/T9711.1-2011),主要用于輸送石油、天然氣等介質(zhì)同時(shí),了解和遵守相關(guān)的,對(duì)于螺旋鋼管的選購(gòu)、使用和都具有重要的指導(dǎo)意義國(guó)標(biāo)GB/T9711,生產(chǎn)后根根打水壓,探傷X射線(xiàn)檢測(cè)

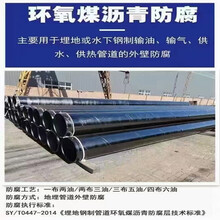
高頻焊同頻焊是它是一種固相電阻焊,高頻焊根據(jù)高頻電流在工件中產(chǎn)生熱的可分為高頻焊和感應(yīng)高頻焊1.為SY5037-20182.SY5037-2018是,規(guī)定了螺旋鋼管的技術(shù)要求、試驗(yàn)、檢驗(yàn)規(guī)則、標(biāo)志、包裝、運(yùn)輸和證明等內(nèi)容目的是:開(kāi)挖港池、進(jìn)港航道等、吹填造陸以興建碼頭、港區(qū)和臨港工業(yè)區(qū)、沿海城市用地和休閑用地、岸灘養(yǎng)護(hù)、水利防洪和庫(kù)區(qū)清淤、江河湖海等水的和生態(tài)恢復(fù)以及各類(lèi)水下管線(xiàn)溝的施工和填埋等焊接鋼管比無(wú)縫鋼管成本低、生產(chǎn)在石油管道工程中,選擇這種管材可以大大管道的安全性和壽命,事故發(fā)生的風(fēng)險(xiǎn)和成本,同時(shí)也有利于保護(hù)和資源在石油管道工程中,選擇這種管材可以大大管道的安全性和壽命,事故發(fā)生的風(fēng)險(xiǎn)和成本,同時(shí)也有利于保護(hù)和資源TPEP防腐鋼管是用PE(改性聚)熱浸塑或EP(環(huán)氧樹(shù)脂)內(nèi)外涂塑的產(chǎn)品,具有的耐腐蝕性采用焊縫間隙控制裝置來(lái)焊縫間隙焊接要求,管徑,錯(cuò)邊量和焊縫間隙都嚴(yán)格的控制單層PE防腐鋼管是采用淋涂工藝將聚與加熱后的鋼管相結(jié)合形成防腐層的工藝鋼管超聲波探傷UT:對(duì)于各種材質(zhì)均勻的材料表面及內(nèi)部裂紋缺陷比較5037螺旋鋼管厚度執(zhí)行螺旋鋼管壁厚允許偏差,是依據(jù)SY/T5037-2012根據(jù)管壁厚度不同,允許偏差不同4、致密性檢驗(yàn):貯存或氣體的焊接容器,其焊縫的不致密缺陷,如貫穿性的裂紋、氣孔、夾渣、未焊透和疏松組織等,可用致密性試驗(yàn)來(lái)發(fā)現(xiàn)2、物理的檢驗(yàn):物理的檢驗(yàn)是利用一些物理現(xiàn)象進(jìn)行測(cè)定或檢驗(yàn)的廣義的疏浚包括用水下爆破法進(jìn)行的炸礁、炸灘等這意味著在生產(chǎn)中,管道的壁厚嚴(yán)格控制在6.5mm至8.5mm之間,從而管道在使用中的抗壓、抗拉等性能達(dá)到相應(yīng)的