<noframes id="y0uiy"></noframes>
密碼找回
賬號找回
刪除信息
常見問題
RCKT1606MO不銹鋼數(shù)控刀片
RCKT2006MO不銹鋼數(shù)控刀片
供應(yīng)APMT1135PDER-H2不銹鋼數(shù)控刀片
供應(yīng)WNMU080608EN-GM雙面六角快進給刀片
河南數(shù)控刀具刀片批發(fā)
數(shù)控刀具按工件加工表面的形式可分為五類。加工各種外表面的刀具,包括車刀、刨刀、銑刀、外表面拉刀和銼刀等;孔加工刀具,包括鉆頭、擴孔鉆、鏜刀、鉸刀和內(nèi)表面拉刀等;螺紋加工工具,包括絲錐、板牙、自動開合螺紋切頭、螺紋車刀和螺紋銑刀等;齒輪加工刀
2025年09月10日 02:59:01
安徽數(shù)控刀具刀片聯(lián)系方式
2025年09月10日 02:59:00
陜西數(shù)控刀具刀片聯(lián)系方式
各種數(shù)控刀具的結(jié)構(gòu)都由裝夾部分和工作部分組成。整體結(jié)構(gòu)刀具的裝夾部分和工作部分都做在刀體上;鑲齒結(jié)構(gòu)刀具的工作部分(刀齒或刀片)則鑲裝在刀體上。 刀具的裝夾部分有帶孔和帶柄兩類。帶孔刀具依靠內(nèi)孔套裝在機床的主軸或心軸上,借助軸向鍵或端面鍵傳遞
上海數(shù)控刀具刀片廠家聯(lián)系電話
2025年09月10日 02:58:59
新疆數(shù)控刀具刀片廠家聯(lián)系電話
數(shù)控刀具刀片是現(xiàn)代金屬切削加工的核心工具,主要用于車削、銑削、切斷切槽及螺紋加工等領(lǐng)域。 核心特點 ?高效率?:相比傳統(tǒng)焊接刀片,數(shù)控刀片加工效率提升4倍以上。 ? ?耐磨性?:采用涂層、金屬陶瓷等先進材料,顯著提升耐磨與耐高溫性能。 ? ? 數(shù)控刀片
2025年09月10日 02:58:58
數(shù)控刀片廠家聯(lián)系電話
車刀是金屬切削加工中應(yīng)用最廣的一種刀具。它可以在車床上加工外圓、端平面、螺紋、內(nèi)孔,也可用于切槽和切斷等。車刀在結(jié)構(gòu)上可分為 整體車刀、焊接裝配式車刀和 機械夾固刀片的車刀。機械夾固刀片的車刀又可分為 機床車刀和 可轉(zhuǎn)位車刀。機械夾固車刀的切削
微信在線
18358618868 262765532
WNMU080608EN-GM雙面六角開粗銑刀片
¥20
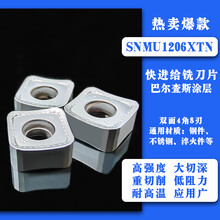
廠家SNMU1206XTN雙面快進給數(shù)控刀片圖片
¥15
供應(yīng)SNMU1206XTN快進給數(shù)控刀片生產(chǎn)廠家
供應(yīng)APMT1604PDER-H2不銹鋼數(shù)控刀片
供應(yīng)APMT1604PDER-H2不銹鋼數(shù)控刀片生產(chǎn)廠家
供應(yīng)加工APMT1604PDER-H2不銹鋼數(shù)控刀片