Hi,歡迎來到黃頁88網(wǎng)!
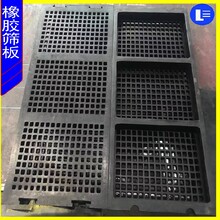
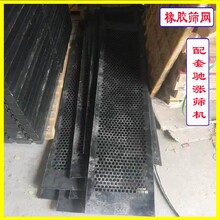
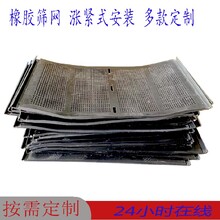
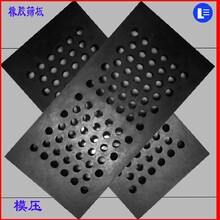
橡膠篩網(wǎng)的質(zhì)檢
1.外觀檢驗
篩板表面應(yīng)整潔,無飛過,毛剌等,且不允許有雜質(zhì),無明顯劃痕,泡狀突起.表面紋路自然,表面無可見的微粒,無折射缺陷及澆注口印跡,流痕等. 目測和手感
2.尺寸檢查
橡膠篩板尺寸按規(guī)定程序批準的產(chǎn)品設(shè)計圖紙和各相關(guān)的GB標準制造,符合產(chǎn)品圖樣或技術(shù)文件的要求. 卷尺和卡尺
3.耐燃油性檢查
樣品在40OC的環(huán)境溫度下,放在燃油中浸泡48h后,其本積變化率應(yīng)小于10%,硬度變化為-25RHD以內(nèi),拉斷強度變化率應(yīng)在-35%以內(nèi),拉伸變化率在-20%以內(nèi)。
橡膠篩網(wǎng)質(zhì)檢(三)
6.耐老化性能檢查
篩板具有一定的耐老化性。篩板在70OC溫度試驗下,經(jīng)72h熱空氣老化試驗后,其硬度變化不超過±15%IRHD,拉伸強度變化率不超過±30%,拉斷伸長率變化不超過-50%。
7.耐溫性能檢查
●低溫試驗后試樣敲擊無破現(xiàn)象,高溫試驗后試樣彈性良好,彎折無龜裂現(xiàn)象。
8.裂縫試驗
●根據(jù)樣品具體形狀,用樣品的全部或者取其中的一部分呈長條型,將其拉長10%,在變形的情況下,呈南北或東西方向放置三個月,在這期間通過肉眼觀察,不允許出現(xiàn)裂縫。
橡膠工業(yè)制品類橡膠制品:
①膠帶-運輸帶、傳送帶等;
②膠管-夾布膠管、編織膠管、纏繞膠管、針織膠管、特種膠管等;
③模型制品-橡膠密封件、減震件等;
④壓出制品-純膠管、門窗密封條、各種橡膠型材等;
⑤膠布制品-生活和防護膠布制品(如雨衣)、工業(yè)用膠布制品(如礦用導風筒)、交通和儲運制品(如油罐)、救生制品(如救生筏)等;
⑥膠輥:印染膠輥、印刷膠輥、造紙膠輥等;
⑦硬質(zhì)膠制品:電絕緣制品(蓄電池殼)、化工防腐襯里、微孔硬質(zhì)膠(微孔隔板)等;
⑧橡膠絕緣制品-電線、電纜等;
⑨膠乳制品-浸漬制品、海綿、壓出制品、注模制品等;
橡膠制品原材料分類
橡膠制品的性能取決于其結(jié)構(gòu)和材料。許多橡膠制品,如輪胎、膠帶、膠管、膠布制品等,采用橡膠與簾布(見簾子線)或金屬的復合結(jié)構(gòu)。后兩者通常起骨架作用,制品的強度和剛度。因此,橡膠制品的原材料,除各種橡膠和橡膠助劑外,還有紡織物和金屬件。主要原料橡膠則根據(jù)制品的要求而選擇,如一般的輪胎、膠鞋、運輸帶、三角帶、膠管等主要使用天然橡膠、丁苯橡膠、順丁橡膠等;有特殊性能要求(如要求耐高低溫、耐油、耐臭氧、耐酸堿等)的橡膠制品,則主要使用特種橡膠,如丁腈橡膠、聚氨酯橡膠、硅橡膠、氟橡膠等。近年來,還廣泛使用橡膠塑料共混物(在橡膠中混入聚乙烯、聚氯乙烯、乙烯-醋酸乙烯酯樹脂等)和不需要硫化的熱塑性橡膠。
橡膠篩網(wǎng)在加工時,橡膠混煉的目的是什么
混煉就是依據(jù)膠料配方規(guī)定的配合劑的比率,將生膠和各樣配合劑經(jīng)過橡膠設(shè)施混淆在一同,并使各樣配合劑平均地分別在生膠之中。膠料進行混煉的
目的就是要獲取物理機械性能指標平均一致,切合配方規(guī)定的膠料性能指標,以利于下工藝操作和成質(zhì)量量要求。
橡膠篩網(wǎng)在生產(chǎn)上,容易出現(xiàn)的問題:脫膠 及解決方案
橡膠-金屬粘接不良
橡膠與金屬的粘結(jié)是橡膠減震產(chǎn)品一個重要環(huán)節(jié),橡膠與金屬的粘結(jié)原理,普遍認為在低模量的橡膠與高模量的金屬之間,膠粘劑成為模量梯度,以減少粘結(jié)件受力時的應(yīng)力集中。常用雙涂型膠漿的底涂或單涂型膠粘劑與金屬表面之間主要通過吸附作用實現(xiàn)粘結(jié)。底涂型和面涂型膠粘劑之間,以及膠粘劑與橡膠之間通過相互擴散作用和共交聯(lián)作用而實現(xiàn)粘結(jié)。
橡膠-金屬粘接不良的原因分析及解決方法
1 膠漿選用不對。解決方法:參考具體使用手冊,選擇合適的膠粘劑
2金屬表面處理失敗,以致底涂的物理吸附不能很好的實現(xiàn)。解決方法;粗化金屬表面,金屬粘結(jié)表面一定的粗糙度。常用的處理方法,顯微鏡觀察表面粗糙度從大到小依次是噴砂、拋丸>磷化>鍍鋅.金屬表面不能有銹蝕,不能粘到油污、灰塵、雜質(zhì)等
3膠漿涂刷工藝穩(wěn)定性差,膠漿太稀、漏涂、少涂、殘留溶劑等。解決方法;注意操作,防止膠漿漏涂、少涂。
涂好膠漿的金屬件應(yīng)注意充分干燥,讓溶劑充分揮發(fā),防止殘留溶劑隨硫化時揮發(fā),導致粘結(jié)失敗。要一定的涂膠厚度,特別是面涂膠漿。這樣一方面可以有充足物質(zhì)使相互擴散和共交聯(lián)作用充分進行;另一方面可以實現(xiàn)一定的模量梯度層
4配方不合理,膠料硫化速度與膠漿硫化速度不一致。解決方法;改進配方以有充足的焦燒時間。模具、配方改進,膠料以快的速度到達粘結(jié)部位。盡量采用普通、半有效硫化體系,提高硫黃用量,以實現(xiàn)多硫交聯(lián)鍵。改進硫化條件(溫度、時間和壓力)。減少易噴霜物和增塑劑的使用,防止其遷移到橡膠表面,從而影響粘結(jié)。膠料停放時間太長,改用新鮮的膠料
5壓力不足。解決方法;增大硫化壓力。注意溢料口、抽真空槽的位置、尺寸,防止局部與大氣過多溝通以至壓力不足。模具配合緊密,防止局部壓力損失過大
6膠漿有效成分揮發(fā)或固化。解決方法;硫化前需預(yù)烘的金屬件,應(yīng)注意預(yù)烘的時間和溫度控制,過度預(yù)烘會導致反應(yīng)性物質(zhì)揮發(fā)和膠漿的焦燒(或固化)。操作時注意防止金屬件在模具內(nèi)停留時間過長
7有已硫化的膠皮、膠屑等異物混入混煉膠,隨橡膠一起硫化,由小面積脫膠,引起制品大面積剝離。解決方法; 加強物料管理