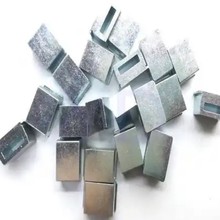
緊定螺釘用于固定機件的相對位置。把緊定螺釘旋入待緊定的零件的螺孔中,以其末端緊壓在另一零件的表面上,即把零件固定在后一零件上。緊定螺釘通常由鋼或不銹鋼材料制造,它的端頭形狀有錐形、凹形、平頭形、圓柱形和階梯形等。錐端或凹端緊定螺釘的端頭直接頂緊零件,一般用于安裝后不常拆卸處;平端緊定螺釘的端頭平滑,頂緊后不損傷零件表面,用于需經常調節位置的聯接處,只能傳遞較小的荷載;圓柱端緊定螺部用在需經常調節固定位置,它能承受較大的荷載作用,但防松性能差,固定時需采取防松措施;階梯肜緊定螺釘適用于壁厚較大的零件固定。
緊固件在腐蝕性大氣中的作業壽命與它的鍍層厚度成正比。一般建議的經濟電鍍鍍層
厚度為0.00015in~0.0005 in(4~12um)。
熱浸鍍鋅:標準的平均厚度為54 um(稱呼徑≤3/8為43 um),小厚度為43 um(稱呼徑≤3/8為37 um)。
注意問題
1.螺釘頭部變形,頭部打歪。可能的原因是螺釘模具的一沖安裝不良及調機不當。
2.螺釘的頭部打的不圓。原因是螺絲模具一沖模的選擇不當或一沖成型不夠飽滿。
3.螺釘有毛邊或毛刺。原因是一沖成型不良、主要是沖棒與沖模孔之間間隙過大或沖棒太短引起。
4.螺釘頭部開裂,螺釘頭有裂痕。原因有可能是螺絲線材本身質量有問題,所以這螺釘線材在進行打頭之前,一定要品質部驗檢一下,用藥水點一下。特別是不銹鋼螺絲線材,要驗出那個是不銹鋼201,那個是不銹鋼304的。也有可能是或一沖模使用錯誤(如打盤頭用六角華司頭的一沖模),以及潤滑油的粘度失效等原因。
螺釘的主要規格是其主直徑、螺紋間距(或單位長度內螺紋數的倒數)和長度。主直徑是指在螺釘螺紋外側測量所得的直徑。螺紋間距是指螺釘在一圈內前進的距離,或相鄰螺紋之間的距離。螺紋間距的倒數是單位長度內的螺紋數。在美國和加拿大,單位長度為英寸 (in.)。在使用公制螺釘規格的國家,使用毫米 (mm) 為單位。
螺釘頭部的形狀各異。每種頭部形狀都具有特定的優勢。例如,平頭螺釘通常是沉頭的,這樣螺釘頭部就會完全低于螺釘被擰入的表面。這樣可以保持擰入螺釘的表面沒有凸起。
螺絲保養技巧
螺絲的存放要合規,一定要存放在干燥的地方,并用紙箱或塑料袋包裹起來保存螺絲表面出現發黑、生銹等情況時,一定要及時將其清理干凈,不可讓污漬長時間留在螺釘表面在儲存螺絲的時候,一定要注意防銹,要把螺絲釘表面的灰塵雜質清理干凈,然后刷涂一層硬膜防銹油或螺栓松動劑,等到其干透后,再用防銹包裝將其包裝起來。