Hi,歡迎來(lái)到黃頁(yè)88網(wǎng)!
-
客服中心 |
-
 移動(dòng)版官網(wǎng)
移動(dòng)版官網(wǎng) 微信公眾號(hào)
微信公眾號(hào) 視頻號(hào)
視頻號(hào)
平臺(tái)優(yōu)勢(shì):
閆工提倡:互幫互助、團(tuán)結(jié)友愛(ài)、樂(lè)于奉獻(xiàn)。閆工的價(jià)值就是建立一個(gè)平臺(tái)體系,無(wú)論你走到哪里,閆工是你永遠(yuǎn)的家。如果閆工擁有萬(wàn)名學(xué)員,也就是說(shuō)有一萬(wàn)人在幫助你。閆工就是我們的紐帶,閆工越強(qiáng),學(xué)員也會(huì)越強(qiáng)。
精加工時(shí)主要零件加工的精度和表面質(zhì)量,故通常精加工時(shí)零件的終輪廓應(yīng)由后一刀連續(xù)精加工而成。為加工質(zhì)量,一般情況下,精加工余量以留0.2-0.6mm為宜,粗、精加工之間,好隔一段時(shí)間,以使粗加工后零件的變形得到充分恢復(fù),再進(jìn)行精加工,以提高零件的加工精度。
切削加工中,為了大限度地提高加工質(zhì)量和重復(fù)精度,正確地選擇和確定合適的刀具,對(duì)于一些具有挑戰(zhàn)性的高難度加工,刀具的選擇尤其重要。
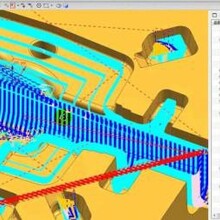
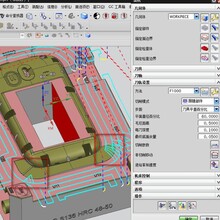
CAD/CAM 系統(tǒng)通過(guò)在高速擺線刀具路徑中控制吃刀弧長(zhǎng),而獲得的切削精度。當(dāng)銑刀切入轉(zhuǎn)角或切入其它復(fù)雜幾何形狀時(shí),吃刀量也不會(huì)增大。為了充分利用這種技術(shù)進(jìn)步,刀具制造商設(shè)計(jì)開(kāi)發(fā)了的小直徑銑刀。小直徑銑刀通過(guò)采用高速刀具路徑,能在單位時(shí)間內(nèi)切除更多工件材料,獲得更高的金屬去除率。
在加工時(shí),刀具與工件表面接觸過(guò)多,容易導(dǎo)致刀具很快失效,一種有效的經(jīng)驗(yàn)法則是:使用直徑約為工件窄部位尺寸1/2 的銑刀。當(dāng)銑刀半徑小于工件窄部位尺寸時(shí),刀具就有左右移動(dòng)的空間,并能獲得小的吃刀角度。銑刀可以采用更多的切削刃和更高的進(jìn)給率。此外,采用直徑為工件窄部位尺寸1/2 的銑刀時(shí),可以保持較小的吃刀角度,且在刀具轉(zhuǎn)向時(shí)也不會(huì)增大。
許昌CAD機(jī)械制圖培訓(xùn)隨到隨學(xué)cnc編程培訓(xùn)
¥199
洛陽(yáng)CAD機(jī)械制圖培訓(xùn)隨到隨學(xué)ug數(shù)控編程培訓(xùn)
¥199
漯河閆工數(shù)控加工中心滾動(dòng)開(kāi)班模具設(shè)計(jì)培訓(xùn)
¥199

平頂山閆工數(shù)控加工中心滾動(dòng)開(kāi)班cnc編程培訓(xùn)
¥199
新鄉(xiāng)閆工cnc加工中心編程培訓(xùn)上機(jī)實(shí)操u(mài)g數(shù)控編程培訓(xùn)
¥199

濮陽(yáng)閆工cnc加工中心編程培訓(xùn)上機(jī)實(shí)操模具設(shè)計(jì)培訓(xùn)
¥199