





關鍵詞 |
烏魯木齊翅片管,翅片管,烏魯木齊翅片管,哈薩克翅片管 |
面向地區 |
全國 |
高頻焊翅片管是在鋼管上繞鋼帶,邊纏繞邊用高頻電流焊接而成。它的優點是成本低。在散熱器常用材料中,鋼帶應該是便宜的材料。它的缺點是:1)高頻焊消耗電能高,號稱電老虎。2)一般達不到滿焊,接觸熱阻大。3)受工藝限制,片高一般不大于15毫米,片距較大,因而散熱面積不夠大,熱效率不算高。4)鋼管和鋼帶易生銹,當供暖管道采用塑料管時,散熱器的水道還用鋼管,相形見絀。有些生產者已意識到這是一個過度性產品。
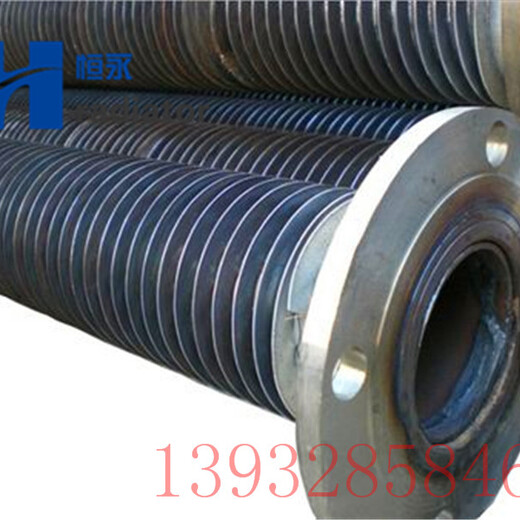
鋼制高頻焊接翅片管,是以高頻電源為熱源,將鋼帶與鋼管同時瞬間加熱,熔焊為一體。具有換熱率高、散熱面積大、使用壽命長、適用溫度范圍廣、承受壓力高等特點。經國家焊接材料檢測中心和國家建筑工程監督檢測中心測試,該產品焊接性能和熱工性能居國內地位,廣泛應用于余熱回收、石油化工、電站鍋爐、省煤器、輪船、客車、工民建筑采暖、醫藥、木材、糧食烘干等國民經濟領域。 以這種鋼制高頻焊接翅片管為元件制造的對流散熱器克服了傳統的鑄鐵散熱器承受壓力低、材料消耗高、外形單一工藝復雜、生產環境差、安裝費用高等缺點,在同等面積下具有散熱量大、承壓能力高重量輕、壽命長、外形新穎美觀、安裝方便、維護清理簡單等眾多優點。
鋼制高頻焊翅片管散熱器:分為多種型號一般為GC系列,還可以根據客戶需要定制,長度從300—2000mm(特殊要求除外)中心距從200—500mm(特殊要求除外)
高頻焊(high-frequency welding)是以固體電阻熱為能源。焊接時利用高頻電流在工件內產生的電阻熱使工件焊接區表層加熱到熔化或接近的塑性狀態,隨即施加(或不施加)頂鍛力而實現金屬的結合。因此它是一種固相電阻焊方法。高頻焊根據高頻電流在工件中產生熱的方式可分為接觸高頻焊和感應高頻焊。接觸高頻焊時,高頻電流通過與工件機械接觸而傳入工件。感應高頻焊時,高頻電流通過工件外部感應圈的耦合作用而在工件內產生感應電流。高頻焊是化較強的焊接方法,要根據產品配備設備。生產率高,焊接速度可達30m/min。主要用于制造管子時縱縫或螺旋縫的焊接。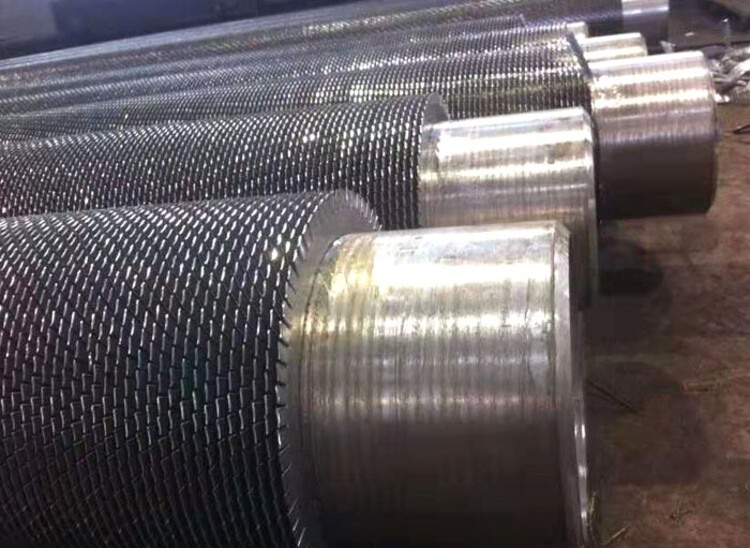
高頻焊螺旋翅片管是在鋼帶纏繞鋼管的同時,利用高頻電流的集膚效應和鄰近效應,對鋼帶和鋼管外表面加熱,直至塑性狀態或熔化,在纏繞鋼帶的一定壓力下完成焊接。這種高頻焊實為一種固相焊接。它與鑲嵌、釬焊(或整體熱鍍鋅)等方法相比,無論是在產品質量(翅片的焊合率高,可達95%),還是生產率及自動化程度上,都是更為。
加厚的國標無縫鋼管作為翅片管的基管。工業翅片管散熱器在原有散熱效果好的基礎上,開發研制了不使用擋板做封頭,換做使用大于散熱器主管的光管為封頭,在原有散熱量的基礎上不僅僅提高了散熱效果,關鍵是散熱器承壓能力的提高,散熱器管徑比較粗,供水試壓瞬間壓力大,避免老套的擋板做封頭突然鼓裂的眾多意外。管徑主要型號20(6分)、25(1寸)、32(1寸2)、40(一寸半)、60(2寸)、76(2寸半)、89(3寸)、114(4寸)。 翅片管散熱器在進行安裝的時候應該禁止直接使用進出口管路來作為支撐支架并且根據其介質的不同設置其不同的疏水閥,只有如此才能夠翅片散熱器擁有更加穩定且散熱性能。
















