



產品別名 |
石墨電極焙品,石墨電極生坯,石墨化電極坯 |
面向地區 |
全國 |
隨著高新技術的發展,石墨材料的制造工藝不斷完善,能滿足不同電火花加工需求的石墨材料層出不窮,市場上石墨高速銑削機床應運而生,數控電火花加工機床的石墨放電性能也有了全面的提升。當今,在制造技術的歐洲,模具企業超過90%的電極材料采用石墨。航空航天、汽車、家電、電子等模具已大范圍采用石墨作為電極材料,這種顯著變化歸功于石墨電極可實現率、加工等諸多優勢。
在冶煉各種合金鋼、鐵合金時,使用石墨電極,這時強大的電流通過電極導入電爐的熔煉區,產生電弧,使電能轉化為熱能,溫度升高到2000 ℃左右,從而達到熔煉或反應的目的。此外,在電解金屬鎂、鋁、鈉時,電解槽的陽極也用石墨電極。生產鋼砂的電阻爐也用石墨電極作爐頭導電材料。
普通功率石墨電極允許使用電流密度低于 17A/厘米2的石墨電極,主要用于煉鋼、煉硅、煉黃磷等的普通功率電爐。 高功率石墨電極允許使用電流密度為18~25A/厘米2的石墨電極,主要用于煉鋼的高功率電弧爐。 功率石墨電極 允許使用電流密度大于 25A/厘米 2的石墨電極。主要用于功率煉鋼電弧爐。
石墨電有能承受大電流條件的特性,另外,在合適的粗加工設定條件下,含碳元素的鋼工件在加工時產生的蝕除物和工作液在高溫下產生的分解物中的碳顆粒,在極性效應的作用下,部分蝕除物、碳顆粒會粘附在電極表面形成一層保護層,了石墨電極在粗加工中的損耗極小,甚至是“零損耗”。
石墨材料的熱膨脹系數小,銅材料的熱膨脹系數是石墨材料的4倍,因此在放電加工中石墨電極相比銅電極不易發生變形,可獲得更穩定可靠的加工精度。尤其是在加工深窄筋位部分時,局部高溫容易使銅電極發生彎曲變形,而石墨電極不會這樣;對于深徑比大的銅電極,在加工設定時還需要補償一定的熱膨脹值來修正尺寸,而石墨電極不需要。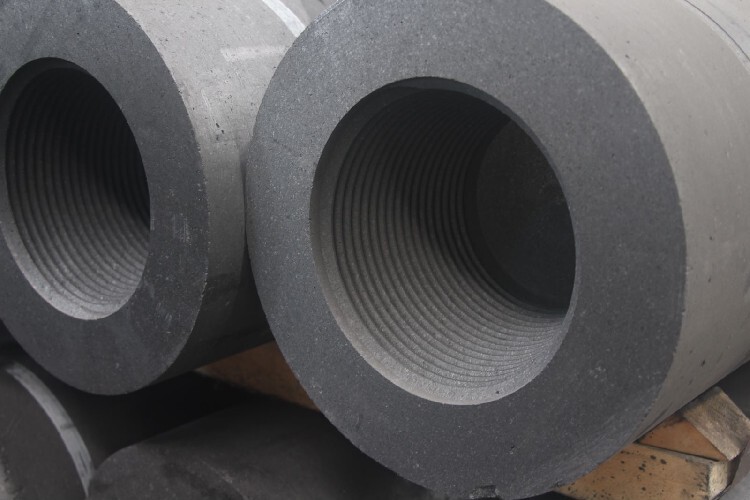
石墨材料較銅的密度要小,相同體積的石墨電極重量僅為銅電極的1/5。可見體積較大的電極使用石墨材料非常合適,地減輕了電火花加工機床主軸的載荷,電極不會因為重量大而導致裝夾不便、加工中產生偏擺位移等問題,可見在大型模具加工中使用石墨電極很有意義。
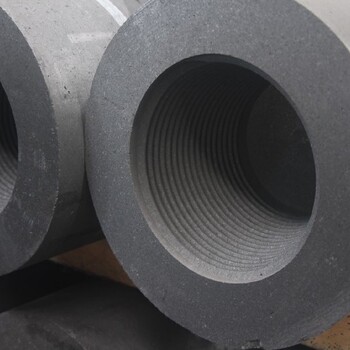
石墨電極制造的工藝流程包括混合、壓制、烘烤、瀝干和浸漬、再烘烤、石墨化和機械加工。石墨電極制造的主要特點是生產周期長(一般持續三到五個月),電能消耗大,生產工藝復雜。
鋼鐵是石墨電極主要的下游應用。在電弧爐冶煉中石墨電極作為導電材料向電弧爐內輸入電能,從而通過電極端部和爐料之間發生的電弧為熱源進行煉鋼,石墨電極是鋼鐵生產所需的重要耗材。目前我國已成為全球主要的石墨電極產銷國之一,中國石墨電極已出口超過數十個國家和地區,由于價格合適、質量可靠,國際化經營已初具規模,具有較大的影響力。
石墨電極行業受宏觀經濟影響較大,具有較強的周期性特征。石墨電極行業與鋼鐵工業有著非常強的相關性;而鋼鐵工業的發展則與經濟密切相關,屬于強周期性行業,因此石墨電極行業也受經濟周期的影響。





