






關鍵詞 |
云南珍珠巖,黔南珍珠巖,珍珠巖生產廠家,珍珠巖質量 |
面向地區 |
全國 |
主要用途編輯
常溫導熱系數0.0245~0.048W/(m·K),高溫導熱系數0.058~0.175W/(m·K),低溫導熱系數0.028~0.038W/(m·K),高使用溫度800℃。用作保溫、保冷填充材料。 [1]
膨脹珍珠巖是珍珠巖礦砂經預熱,瞬時高溫焙燒膨脹后制成的一種內部為蜂窩狀結構的白色顆粒狀的材料。其原理為:珍珠巖礦石經破碎形成一定粒度的礦砂,經預熱焙燒,加熱(1000℃以上),礦砂中水分汽化,在軟化的含有玻璃質的礦砂內部膨脹,形成多孔結構,體積膨脹10-30倍的非金屬礦產品.珍珠巖根據其膨脹工藝技術及用途不同分為三種形態:開放孔(open cell),閉孔(closed cell),中空孔(balloon)。
巖的產品分類、技術要求、試驗方法、檢驗規則及標志、包裝、運輸、貯存等。
本標準適用于溫度在73 ̄1073K(-200 ̄800℃)范圍內作為絕熱材料及用于制作絕熱、吸音、防火等制品,配制建筑砂漿和輕質混凝土的膨脹珍珠巖。其他用途的膨脹珍珠巖也應參照采用。
試驗方法
6.1堆積密度和堆積密度均勻性試驗方法
6.1.1設備 a.烘箱和干燥器。 b.天平:精度為0.01g。 c.量筒:圓柱形金屬筒(尺寸為內徑108mm、高100mm)容積為0.001m3,要求內壁光潔,并具有足夠的剛度,量筒應經常進行校核。 d.漏斗:見下圖。 6.1.2試驗步驟
6.1.2.1將按7.2.2方法取出的試樣,在383±5K(110±5℃)下烘干至恒重,隨后移至于干燥器中冷卻至室溫。 6.1.2.2將烘干后的試樣注入漏斗,啟動活動門,將試樣注入量筒。
6.1.2.3用直尺刮平量筒試樣表面,刮平時直尺應緊貼量筒上表面邊緣。
6.1.2.4稱量量筒及試樣質量 6.1.2.5試驗過程中應試樣呈松散狀態,防止任何程度的振動。
6.1.3結果計算
標志
8.1.1產品應有質量合格證、質量等級標志。
8.1.2包裝袋上應標有產品名稱、注冊商標、制造廠名、防水標記?8.1.3產品標記、標號、生產日期可用說明書或標簽形式提供。
8.2包裝: 8.2.1產品采用編織袋、麻袋包裝,包裝袋容積為0.1m3。有特殊要求可采用其他包裝形式。 8.2.2包裝袋不允許扎口,用針縫。尺可能采用機械縫包。
8.3運輸:運輸中應防水、離散漏,嚴禁踩踏。
8.4貯存:產品應按標號、等級在室內堆放,堆放場地應平整、干燥。附加說明:本標準由河南建筑材料研究設計院歸口。本標準由河南建筑材料研究設計院負責起草。本標準主要起草人瞿鎮華、黃亦農。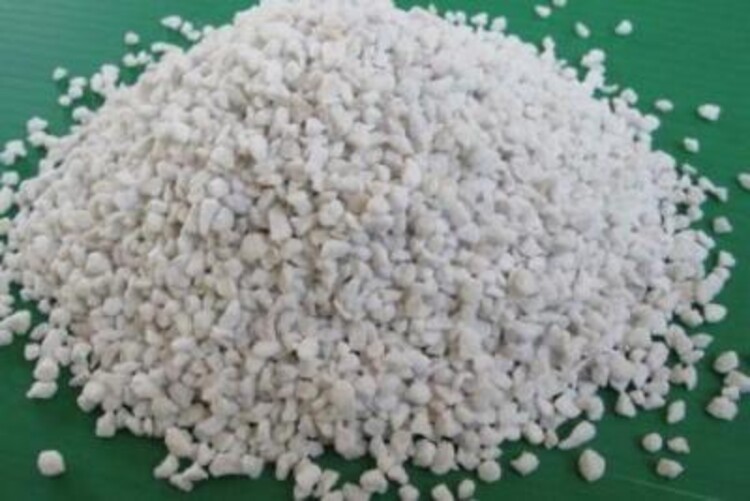
用途
1. 建筑領域:保溫隔熱、防火涂料、吸音板等
2. 工業領域:管道保溫、保冷絕熱、過濾材料、煉鋼過程的集渣材、橡膠塑料的填充材料等
3. 農園藝領域:無土栽培、土壤改良、農藥緩逝劑等
生產工藝
從礦山開采后的礦石通過機械破碎、振動式篩分加工成具有一定粒度級配的礦砂,膨脹廠根據不同用途進行選購。珍珠巖原料礦砂的含水量一般為4-6%,由于含水量過高,經高溫加熱后,水分的揮發會造成珍珠巖的炸裂。所以,應將珍珠巖的無效水含量在膨脹前去除掉,使其保留正常膨脹所需的水分(即有效水分)。經過國內外實驗室和生產廠的大量試驗總結,膨脹珍珠巖的有效含水量在2.2-2.4%之間時,膨脹后的效果佳,膨脹倍數大(即松散密度低)。因此,膨脹珍珠巖的生產過程應包括預熱、膨脹兩個關鍵工序。
⑴ 預熱:根據產地、粒度大小的不同,珍珠巖礦砂在250-400℃的溫度環境下預熱2-8分鐘后,預熱脫干含水率將達到膨脹要求。
⑵ 膨脹:經預熱后的礦砂,經投料裝置均勻灑向溫度保持在900-1200℃高溫的火焰上,礦砂將被急劇加熱并迅速膨脹至原來體積的10-30倍,膨脹后的珍珠巖顆粒呈白色或淺灰色,內部含有蜂窩狀結構,松散密度一般為40-80Kg/m3。
⑶ 膨脹后的珍珠巖隨著高溫氣體經旋風分離器進行料器分離后進入集料倉,含有少量微塵的高溫氣體經袋式除塵裝置除塵后排到大氣中。條件較差的工廠則不設立的除塵裝置,而是將高溫氣體直接排出。
材料缺點












