關鍵詞 |
注塑模具設計培訓,福建注塑模具設計培訓,福建注塑模具設計培訓,福建注塑模具設計培訓 |
面向地區 |
全國 |
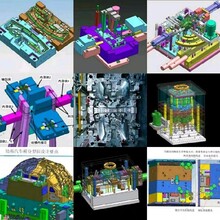
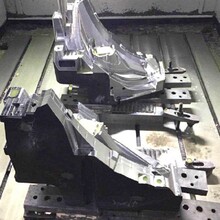
UG模具模具結構設計:在基本厚度的設計上,不宜過薄,否則外客強度不足,容易導致變、斷裂等問題的出現,過厚則浪費材料,影響注塑生產。一般外殼壁厚控制在1~2mm。外殼整體厚度應平均過度,不得存在厚度差異變化大的結構,否則容易導致外觀縮水,特別是在筋位底部和螺絲柱位。為預防縮水,筋位厚度控制在0.6~1.2mm。
現實生活中使用的大多數電子產品,外殼主要都是由上、下殼組成,理論上上下殼的外形可以重合,但實際上由于模具的制造精度、注塑參數等因素影響,造成上、下外形尺寸大小不一致,即面刮(面殼大于底殼)或底刮(底殼大于面殼)。可接受面刮<0.15mm,可接受底刮<0.1mm。所以在無法零段差時,盡量使產品:面殼>底殼。
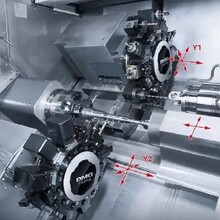
合理選用數控機床,確定典型零件的工藝要求、加工工件的批量,擬定數控車床應具有的功能是做好前期準備,典型零件的工藝要求主要是零件的結構尺寸、加工范圍和精度要求。根據精度要求,即工件的尺寸精度、定位精度和表面粗糙度的要求來選擇數控車床的控制精度。根據可靠性來選擇,可靠性是提高產品質量和生產效率的。