關鍵詞 |
cnc數控編程培訓班,cnc數控編程培訓班 |
面向地區 |
全國 |
坐標軸方向
⑴Z坐標
Z坐標的運動方向是由傳遞切削動力的主軸所決定的,即平行于主軸軸線的坐標軸即為Z坐標,Z坐標的正向為離開工件的方向。⑵X坐標
X坐標平行于工件的裝夾平面,一般在水平面內。確定X軸的方向時,要考慮兩種情況:
1)如果工件做旋轉運動,則離開工件的方向為X坐標的正方向。
2)如果做旋轉運動,則分為兩種情況:Z坐標水平時,觀察者沿刀 具主軸向工件看時,+X運動方向指向右方;Z坐標垂直時,觀察者面對主軸向立柱看時,+X運動方向指向右方。下圖所示為數控車床的X坐標。
⑶Y坐標
在確定X、Z坐標的正方向后,可以用根據X和Z坐標的方向,按照右手直角坐標系來確定Y坐標的方向。
車床編程編輯
對于數控車床來說,采用不同的數控系統,其編程方法也不同。
工件坐標系設定指令
是規定工件坐標系原點的指令,工件坐標系原點又稱編程零點。
指令格式:G50 X Z
式中,X、Z為刀尖的起始點距工件坐標系原點在X向、Z向的尺寸。
執行G50指令時,機床不動作,即X、Z軸均不移動,系統內部對X、Z的數值進行記憶,CRT顯示器上的坐標值發生了變化,這就相當于在系統內部建立了以工件原點為坐標原點的工件坐標系。
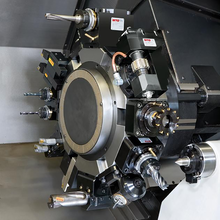
數控車床
尺寸系統的編程方法:
⒈尺寸和增量尺寸
在數控編程時,位置的坐標通常有兩種表示方式:一種是坐標,另一種是增量(相對)坐標,數控車床編程時,可采用值編程、增量值編程或者二者混合編程。
⑴值編程:所有坐標點的坐標值都是從工件坐標系的原點計算的,稱為坐標,用X、Z表示。
⑵增量值編程:坐標系中的坐標值是相對于的位置(或起點)計算的,稱為增量(相對)坐標。X軸坐標用U表示,Z軸坐標用W表示,正負由運動方向確定。
同步電動機不但功率因數高,而且其轉速與負載大小無關,只決定于電網頻率。工作較穩定。在要求寬范圍調速的場合多用直流電動機。但它有換向器,結構復雜,價格昂貴,維護困難,不適于惡劣環境。20世紀70年代以后,隨著電力電子技術的發展,交流電動機的調速技術漸趨成熟,設備價格日益降低,已開始得到應用。電動機在規定工作制式(連續式、短時運行制、斷續周期運行制)下所能承擔而不至引起電機過熱的大輸出機械功率稱為它的額定功率,使用時需注意銘牌上的規定。電動機運行時需注意使其負載的特性與電機的特性相匹配,避免出現飛車或停轉。電動機能提供的功率范圍很大,從毫瓦級到萬千瓦級。電動機的使用和控制非常方便,具有自起動、加速、制動、反轉、掣住等能力,能滿足各種運行要求;電動機的工作效率較高,又沒有煙塵、氣味,不污染環境,噪聲也較小。由于它的一系列優點,所以在工農業生產、交通運輸、、商業及家用電器、電器設備等各方面廣泛應用。一般電動機調速時其輸出功率會隨轉速而變化。
折疊電動機啟動方式包括:全壓直接啟動、自耦減壓起動、y-δ 起動、軟起動器、變頻器。全壓直接起動:在電網容量和負載兩方面都允許全壓直接起動的情況下,可以考慮采用全壓直接起動。優點是操縱控制方便,維護簡單,而且比較經濟。主要用于小功率電動機的起動,從節約電能的角度考慮,大于11kw 的電動機不宜用此方法。自耦減壓起動:利用自耦變壓器的多抽頭減壓,既能適應不同負載起動的需要,又能得到更大的起動轉矩,是一種經常被用來起動較大容量電動機的減壓起動方式。它的大優點是起動轉矩較大,當其繞組抽頭在80%處時,起動轉矩可達直接起動時的64%。并且可以通過抽頭調節起動轉矩。至今仍被廣泛應用。
| 主營行業:技術咨詢 |
| 公司主營:模具設計課程,數控編程課程,產品設計課程,模具編程課程 |
| 主營地區:廈門市同安區 |
| 企業類型:股份有限公司 |
| 公司成立時間:2022-04-03 |
| 經營模式:生產型 |
| 公司郵編:361100 |
全國cnc數控編程培訓班熱銷信息