關鍵詞 |
cnc數控編程培訓班,cnc數控編程培訓班 |
面向地區 |
全國 |
程序格式語法
1)程序開始符、結束符
程序開始符、結束符是同一個字符,ISO代碼中是%,EIA代碼中是EP,書寫時要單列段。
2)程序名
程序名有兩種形式:一種是英文字母O(%或P)和1~4位正整數組成;另一種是由英文字母開頭,字母數字多字符混合組成的程序名(如TEST1 等)。一般要求單列一段。
3)程序主體
程序主體是由若干個程序段組成的。每個程序段一般占一行..
4)程序結束
程序結束可以用M02或M30指令。一般要求單列一段。
加工程序的一般格式舉例:
% // 開始符
O2000 //程序名
N10 G54 G00 X10.0 Y20.0 M03 S1000 //程序主體
N20 G01 X60.0 Y30.0 F100 T02 M08
N30 X80.0
…… .
N200 M30 //程序結束
% // 結束符
機床坐標編輯
確定坐標系
⑴機床相對運動的規定
在機床上,我們始終認為工件靜止,而是運動的。這樣編程人員在不考慮機床上工件與具體運動的情況下,就可以依據零件圖樣,確定機床的加工過程
加工中心
加工中心
⑵機床坐標系的規定
標準機床坐標系中X、Y、Z坐標軸的相互關系用右手笛卡爾直角坐標系決定。
在數控機床上,機床的動作是由數控裝置來控制的,為了確定數控機床上的成形運動和運動,先確定機床上運動的位移和運動的方向,這就需要通過坐標系來實現,這個坐標系被稱之為機床坐標系。
例如銑床上,有機床的縱向運動、橫向運動以及垂向運動。在數控加工中就應該用機床坐標系來描述。
標準機床坐標系中X、Y、Z坐標軸的相互關系用右手笛卡爾直角 坐標系決定:
1)伸出右手的大拇指、食指和中指,并互為90°。則大拇指代表X坐標,食指代表Y坐標,中指代表Z坐標。
2)大拇指的指向為X坐標的正方向,食指的指向為Y坐標的正方向,中指的指向為Z坐標的正方向。
3)圍繞X、Y、Z坐標旋轉的旋轉坐標分別用A、B、C表示,根據右手螺旋定則,大拇指的指向為X、Y、Z坐標中任意軸的正向,則其余四指的旋轉方向即為旋轉坐標A、B、C的正向。
⑶運動方向的規定
與工件距離的方向即為各坐標軸的正方向,下圖為數控車床上兩個運動的正方向。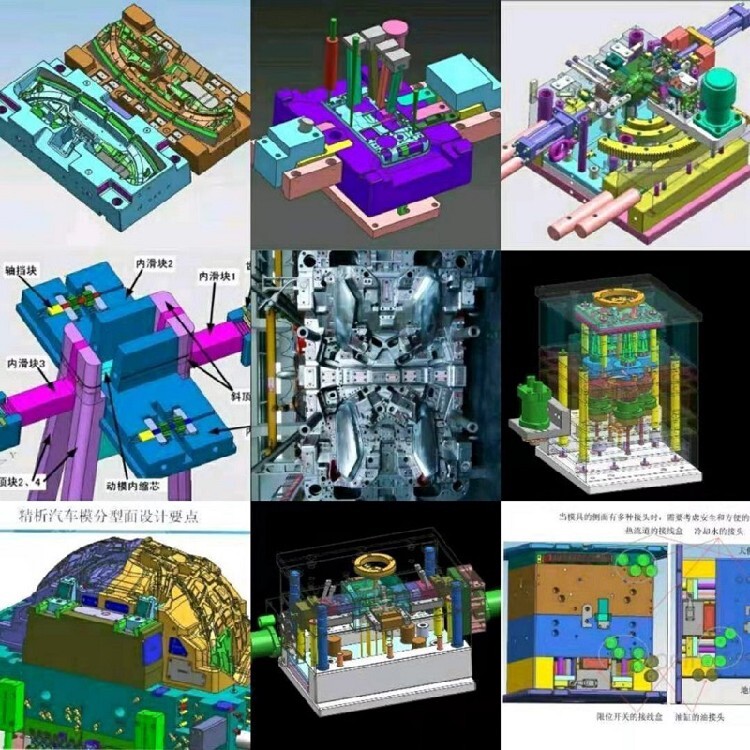
原點的設置
機床原點是指在機床上設置的一個固,即機床坐標系的原點。它在機床裝配、調試時就已確定下來,是數控機床進行加工運動的基準參考點。
⑴數控車床的原點
在數控車床上,機床原點一般取在卡盤端面與主軸中心線的交點處。同時,通過設置參數的方法,也可將機床原點設定在X、Z坐標的正方向極限位置上。
⑵數控銑床的原點
主軸下端面中心,三軸正向極限位置。
電動機是一種旋轉式電動機器,它將電能轉變為機械能,它主要包括一個用以產生磁場的電磁鐵繞組或分布的定子繞組和一個旋轉電樞或轉子。在定子繞組旋轉磁場的作用下,其在定子繞組有效邊中有電流通過并受磁場的作用而使其轉動。根據電機可逆性原則,如果電動機在其結構上沒有發生任何改變,電機即電動機使用,也可作發電機使用。它是將電能轉變為機械能的一種機器。通常電動機的作功部分作旋轉運動,這種電動機稱為轉子電動機;也有作直線運動的,稱為直線電動機。電動機能提供的功率范圍很大,從毫瓦級到千瓦級。機床、水泵,需要電動機帶動;電力機車、電梯,需要電動機牽引。家庭生活中的電扇、冰箱、洗衣機,甚至各種電動機玩具都離不開電動機。電動機已經應用在現代社會生活中的各個方面。
隨著電動機制造行業競爭的不斷加劇,大型電動機制造企業間并購整合與資本運作日趨頻繁,國內外的電動機制造企業愈來愈重視對行業市場的研究,特別是對企業發展環境和客戶需求趨勢變化的深入研究。正因為如此,批國內外的電動機迅速崛起,逐漸成為電動機制造行業中的.電機本身是勞動密集型產品,達不到一定產量規模很難產生效益,所以行業利潤十分微薄,全國電機行業從業人員約30萬人,2003年行業實現利潤僅2.8億元。據了解,即使在一些效益比較好的企業,去年的純利潤也達不到5%。 同時,由于大部分小企業生產工藝不過關,電機行業還存在大量產品質量不合格的現象。據調查,我國電機企業的廢品、次品、返修品等不良損失平均在10%左右,而國外工業發達國家的電機企業不合格水平一般為0.3%。
近幾年來,我國的電機行業也涌現了一批產量規模大,產品水平、質量好,技術裝備的企業。但是,還沒有哪一家的產品份額能在上占到統治地位。中小電機至今還沒有形成具有國際影響力的。 電機行業亟需重新整合、優勝劣汰,這已成為電機行業的發展趨勢。 指出,電機行業雖然是一個老傳統工業,然而各行各業配套電機不可缺少。而且,一些較大的電機企業占地面積大,所處地段好,收購兼并后,將會給收購者帶來非常豐厚的效益和財源。
直流電動機采用八角形全疊片結構,不僅空間利用率高,而且當采用靜止整流器供電時,能承受脈動電流和快速的負載電流變化。直流電動機一般不帶串勵繞組,適用于需要正、反轉的自動控制技術中。根據用戶需要也可以制成帶串勵繞組。中心高100~280mm的電動機無補償繞組,但中心高250mm、280mm的電動機根據具體情況和需要可以制成帶補償繞組,中心高315~450mm的電動機帶有補償繞組。中心高500~710mm的電動機外形安裝尺寸及技術要求均符合IEC國際標準,電機的機械尺寸公差符合ISO國際標準。各種電動機中應用廣的是交流異步電動機(又稱感應電動機)。它使用方便、運行可靠、價格低廉、結構牢固,但功率因數較低,調速也較困難。大容量低轉速的動力機常用同步電動機
同步電動機不但功率因數高,而且其轉速與負載大小無關,只決定于電網頻率。工作較穩定。在要求寬范圍調速的場合多用直流電動機。但它有換向器,結構復雜,價格昂貴,維護困難,不適于惡劣環境。20世紀70年代以后,隨著電力電子技術的發展,交流電動機的調速技術漸趨成熟,設備價格日益降低,已開始得到應用。電動機在規定工作制式(連續式、短時運行制、斷續周期運行制)下所能承擔而不至引起電機過熱的大輸出機械功率稱為它的額定功率,使用時需注意銘牌上的規定。電動機運行時需注意使其負載的特性與電機的特性相匹配,避免出現飛車或停轉。電動機能提供的功率范圍很大,從毫瓦級到萬千瓦級。電動機的使用和控制非常方便,具有自起動、加速、制動、反轉、掣住等能力,能滿足各種運行要求;電動機的工作效率較高,又沒有煙塵、氣味,不污染環境,噪聲也較小。由于它的一系列優點,所以在工農業生產、交通運輸、、商業及家用電器、電器設備等各方面廣泛應用。一般電動機調速時其輸出功率會隨轉速而變化。
折疊電動機啟動方式包括:全壓直接啟動、自耦減壓起動、y-δ 起動、軟起動器、變頻器。全壓直接起動:在電網容量和負載兩方面都允許全壓直接起動的情況下,可以考慮采用全壓直接起動。優點是操縱控制方便,維護簡單,而且比較經濟。主要用于小功率電動機的起動,從節約電能的角度考慮,大于11kw 的電動機不宜用此方法。自耦減壓起動:利用自耦變壓器的多抽頭減壓,既能適應不同負載起動的需要,又能得到更大的起動轉矩,是一種經常被用來起動較大容量電動機的減壓起動方式。它的大優點是起動轉矩較大,當其繞組抽頭在80%處時,起動轉矩可達直接起動時的64%。并且可以通過抽頭調節起動轉矩。至今仍被廣泛應用。
| 主營行業:技術咨詢 |
| 公司主營:模具設計課程,數控編程課程,產品設計課程,模具編程課程 |
| 主營地區:廈門市同安區 |
| 企業類型:私營獨資企業 |
| 公司成立時間:2022-04-03 |
| 經營模式:生產型 |
| 公司郵編:361100 |
全國cnc數控編程培訓班熱銷信息