





關(guān)鍵詞 |
cnc數(shù)控編程培訓班,cnc數(shù)控編程培訓班 |
面向地區(qū) |
全國 |
加工程序的一般格式舉例:
% // 開始符
O2000 //程序名
N10 G54 G00 X10.0 Y20.0 M03 S1000 //程序主體
N20 G01 X60.0 Y30.0 F100 T02 M08
N30 X80.0
…… .
N200 M30 //程序結(jié)束
% // 結(jié)束符
機床坐標編輯
確定坐標系
⑴機床相對運動的規(guī)定
在機床上,我們始終認為工件靜止,而是運動的。這樣編程人員在不考慮機床上工件與具體運動的情況下,就可以依據(jù)零件圖樣,確定機床的加工過程
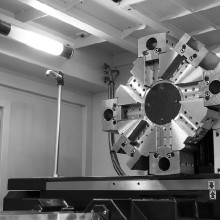
加工中心
加工中心
⑵機床坐標系的規(guī)定
標準機床坐標系中X、Y、Z坐標軸的相互關(guān)系用右手笛卡爾直角坐標系決定。
在數(shù)控機床上,機床的動作是由數(shù)控裝置來控制的,為了確定數(shù)控機床上的成形運動和運動,先確定機床上運動的位移和運動的方向,這就需要通過坐標系來實現(xiàn),這個坐標系被稱之為機床坐標系。
例如銑床上,有機床的縱向運動、橫向運動以及垂向運動。在數(shù)控加工中就應該用機床坐標系來描述。
標準機床坐標系中X、Y、Z坐標軸的相互關(guān)系用右手笛卡爾直角 坐標系決定:
1)伸出右手的大拇指、食指和中指,并互為90°。則大拇指代表X坐標,食指代表Y坐標,中指代表Z坐標。
2)大拇指的指向為X坐標的正方向,食指的指向為Y坐標的正方向,中指的指向為Z坐標的正方向。
3)圍繞X、Y、Z坐標旋轉(zhuǎn)的旋轉(zhuǎn)坐標分別用A、B、C表示,根據(jù)右手螺旋定則,大拇指的指向為X、Y、Z坐標中任意軸的正向,則其余四指的旋轉(zhuǎn)方向即為旋轉(zhuǎn)坐標A、B、C的正向。
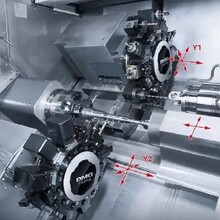
⑶運動方向的規(guī)定
與工件距離的方向即為各坐標軸的正方向,下圖為數(shù)控車床上兩個運動的正方向。
坐標軸方向
⑴Z坐標
Z坐標的運動方向是由傳遞切削動力的主軸所決定的,即平行于主軸軸線的坐標軸即為Z坐標,Z坐標的正向為離開工件的方向。⑵X坐標
X坐標平行于工件的裝夾平面,一般在水平面內(nèi)。確定X軸的方向時,要考慮兩種情況:
1)如果工件做旋轉(zhuǎn)運動,則離開工件的方向為X坐標的正方向。
2)如果做旋轉(zhuǎn)運動,則分為兩種情況:Z坐標水平時,觀察者沿刀 具主軸向工件看時,+X運動方向指向右方;Z坐標垂直時,觀察者面對主軸向立柱看時,+X運動方向指向右方。下圖所示為數(shù)控車床的X坐標。
⑶Y坐標
在確定X、Z坐標的正方向后,可以用根據(jù)X和Z坐標的方向,按照右手直角坐標系來確定Y坐標的方向。
車床編程編輯
對于數(shù)控車床來說,采用不同的數(shù)控系統(tǒng),其編程方法也不同。
工件坐標系設(shè)定指令
是規(guī)定工件坐標系原點的指令,工件坐標系原點又稱編程零點。
指令格式:G50 X Z
式中,X、Z為刀尖的起始點距工件坐標系原點在X向、Z向的尺寸。
執(zhí)行G50指令時,機床不動作,即X、Z軸均不移動,系統(tǒng)內(nèi)部對X、Z的數(shù)值進行記憶,CRT顯示器上的坐標值發(fā)生了變化,這就相當于在系統(tǒng)內(nèi)部建立了以工件原點為坐標原點的工件坐標系。
數(shù)控車床
尺寸系統(tǒng)的編程方法:
⒈尺寸和增量尺寸
在數(shù)控編程時,位置的坐標通常有兩種表示方式:一種是坐標,另一種是增量(相對)坐標,數(shù)控車床編程時,可采用值編程、增量值編程或者二者混合編程。
⑴值編程:所有坐標點的坐標值都是從工件坐標系的原點計算的,稱為坐標,用X、Z表示。
⑵增量值編程:坐標系中的坐標值是相對于的位置(或起點)計算的,稱為增量(相對)坐標。X軸坐標用U表示,Z軸坐標用W表示,正負由運動方向確定。
直徑編程與半徑編程
數(shù)控車床編程時,由于所加工的回轉(zhuǎn)體零件的截面為圓形,所以其徑向尺寸就有直徑和半徑兩種表示方法。采用哪種方法是由系統(tǒng)的參數(shù)決定的。數(shù)控車床出廠時一般設(shè)定為直徑編程,所以程序中的X軸方向的尺寸為直徑值。如果需要用半徑編程,則需要改變系統(tǒng)中的相關(guān)參數(shù),使系統(tǒng)處于半徑編程狀態(tài)。
⒊公制尺寸與英制尺寸
G20 英制尺寸輸入 G21 公制尺寸輸入 (法蘭克)
G70 英制尺寸輸入 G71 公制尺寸輸入 (西門子)
工程圖紙中的尺寸標注有公制和英制兩種形式,數(shù)控系統(tǒng)可根據(jù)所設(shè)定的狀態(tài),利用代碼把所有的幾何值轉(zhuǎn)換為公制尺寸或英制尺寸,系統(tǒng)開機后,機床處在公制G21狀態(tài)。
公制與英制單位的換算關(guān)系為:
1mm≈0.0394in
1in≈25.4mm
圓弧插補指令G02、G03
圓弧插補指令有順時針圓弧插補指令G02和逆時針圓弧插補指令G03兩種。
編程格式:
順時針圓弧插補指令的指令格式為:
G02 X(U)_ Z(W)_ R_ F_;
G02 X(U)_ Z(W)_ I_ K_ F_;
逆時針圓弧插補指令的指令格式為:
G03 X(U)_ Z(W)_ R_ F_;
G03 X(U)_ Z(W)_ I_ K_ F_;
其中:
⑴X_ Z_ 是圓弧插補的終點坐標的值,U_ W_是圓弧插補的終點坐標的增量值。
⑵(半徑法)R是圓弧半徑,以半徑值表示。
當圓弧對應的圓心角≤180°時,R是正值;
當圓弧對應的圓心角>180°時,R是負值。
⑶(圓心法)I、K是圓心相對于圓弧起點的坐標增量,在X(I)、Z(K)軸上的分向量。
⑷選用原則:以使用較方便者(不用計算,即可看出數(shù)值者)為取舍,當同一程序段中同時出現(xiàn)I、K和R時,以R為(即有效)I、K無效。
⑸I為0或K為0時,可省略不寫。
⑹若要插補一整圓時,只能用圓心法表示,半徑法無法執(zhí)行。若用半徑法以兩個半圓相接,其真圓度誤差會太大。
⑺F為沿圓弧切線方向的進給率或進給速度。
————— 認證資質(zhì) —————
全國cnc數(shù)控編程培訓班熱銷信息