






關鍵詞 |
S215銅焊條,銅焊條簡介,北京銅焊條,銅焊條保質期 |
面向地區 |
全國 |
注意事項:
1.釬焊前須嚴格清除釬焊處及釬料表面的油脂、氧化物等污物。
2.釬焊銅時不用釬焊熔劑,但釬焊銅合金時應配合釬劑使用。
注意事項:1. 1.釬焊前嚴格清除釬焊處及釬料表面的油脂、氧化物等污物。
2.釬焊銅時不需要用釬焊熔劑,但釬焊銅合金時配釬熔焊劑。
3.釬料的漫流性可憑借母材予熱及釬焊溫度的高低來適當調節。
焊絲直徑:1.2/1.6/2.0/2.4/3.0/4.0/5.0/6.0*500mm扁絲為1.3*3.2*500
規格:0.8mm 1.0mm 1.2mm 1.5mm 2.0mm (500mm)
熔化溫度:
固相線650℃,液相線800℃,HBPCuSn-1是含錫的磷銅釬料,能使釬焊溫度降低,釬焊接頭強度較好,減少了脆性,是導電性及流動性較好的銅磷錫釬料中是理想的一種釬料。
銅-磷二元合金形成共晶, 共晶成分含P8.25%,; 共晶體由α+Cu 3P組成。 Cu3P給銅磷釬料帶來了脆性。 因此, 銅磷釬料 在強度方面和銀釬料差不多, 但塑性卻比銀釬料差很多, 所以處在沖擊 和震動工作狀態的接頭不宜采用銅磷釬料。
銅及銅合金焊條簡要說明產品描述:
銅及銅合金焊條
銅及銅合金焊條簡要說明
銅及銅合金的焊接較鋼的焊接困難,易產生金屬氧化、金屬元素蒸發、氣孔、裂紋以及變形等缺陷,故在施焊時應注意下列事項:
1.銅的熱膨脹系數大,在凝固時發生較大的收縮應力,造成裂紋和變形,所以裝配間隙要寬,坡口角度要大,還可采用多點暫時定位點焊。為了獲得優良的焊縫,焊前應將被焊邊緣的氧化物,油脂及其它污物清除干凈。
2.由于銅和銅合金等的導熱性特別高,須預熱并用較大的電流焊接。
3.焊接操作應在空氣流通的地方進行,或者采用人工通風,以防止銅中毒現象。
4.銅及銅合金結晶后晶粒粗大,為了焊接質量施焊后應用平頭錘對焊縫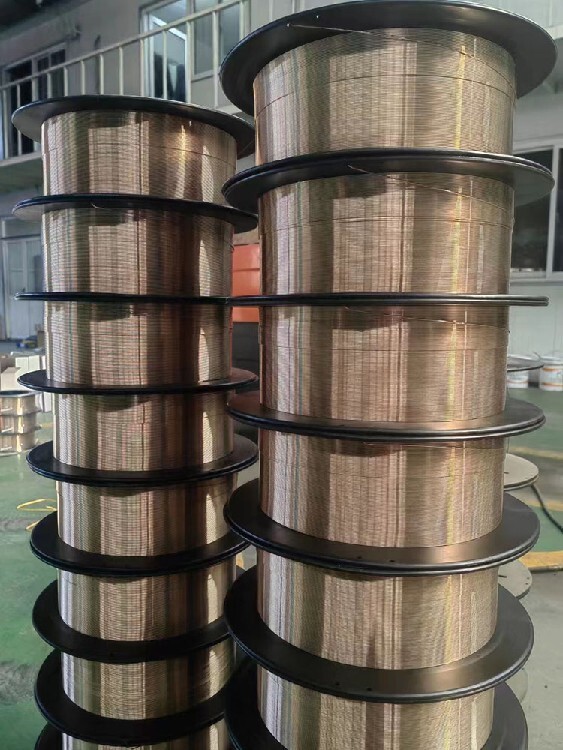
銅磷合金是以銅-磷二元合金為基的釬料, 它具有良好的流動性, 適 用于電阻釬焊、 氣體火焰釬焊、 高頻釬焊及某些爐中釬焊。 這類釬料釬 焊銅及銀時可以不用釬焊熔劑、 釬焊接頭具有較好的強度及導電性, 因 此在近幾十年中, 特別是在制冷、 電機制造上獲得廣泛應用。




















