關鍵詞 |
延慶超聲波焊接機,博野超聲波焊接機,超聲波焊接機,超聲波焊接機 |
面向地區 |
全國 |
用途 |
焊接 |
電流 |
交流 |
作用原理 |
逆變 |
東莞市欣宇超聲波高周波機械有限公司成立于1998年,是一家集設備技術開發、生產、銷售、服務為一體的綜合性企業。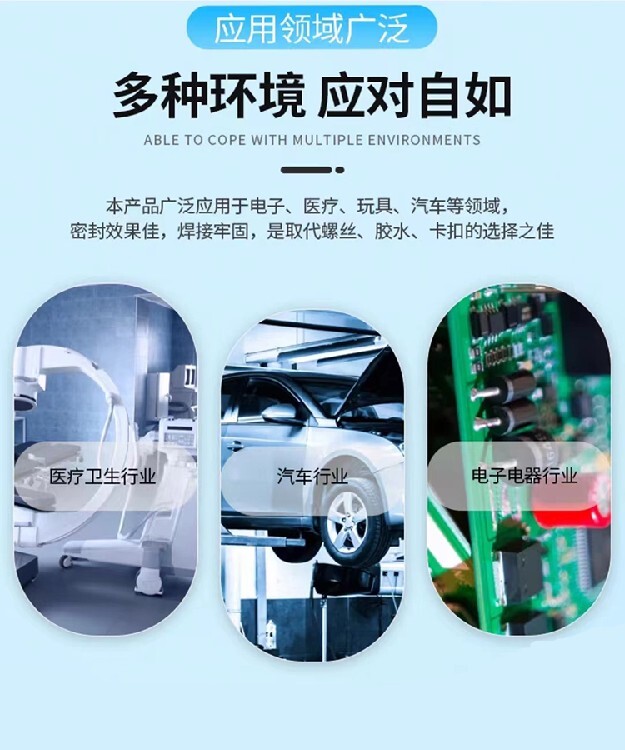
超聲波焊接原理
超聲波塑膠焊接原理是由發生器產生20KHz(或15KHz)的高壓、高頻信號,通過換能系統,把信號轉換為高頻機械振動,加于塑料制品工件上,
通過工件表面及在分子間的磨擦而使傳遞到接口的溫度升高,當溫度達到此工件本身的熔點時,使工件接口迅速熔化,繼而填充于接口間的空隙,
當震動停止,工件同時在一定的壓力下冷卻定形,
便達成焊接。
新型的15KHz超聲波塑膠焊接機,對焊接較軟的PE、PP材料,以及直徑超大,長度超長塑膠焊件,具有特的效果,能滿足各種產品的需要,
能為用戶生產效率以及產品檔次貢獻。
藉由超聲波振動將電子能轉換為機械能,再靠焊頭 ( HORN ) 將能量傳達至塑料工件接觸面,使分子與分子間產生激烈摩擦,促使產品瞬間熔化并結合為一體,加工時速快、干凈、美觀、經濟。
熔接范圍玩具業、文具業、家電業、電子業、食品業、通信業、交通業、航天航空等。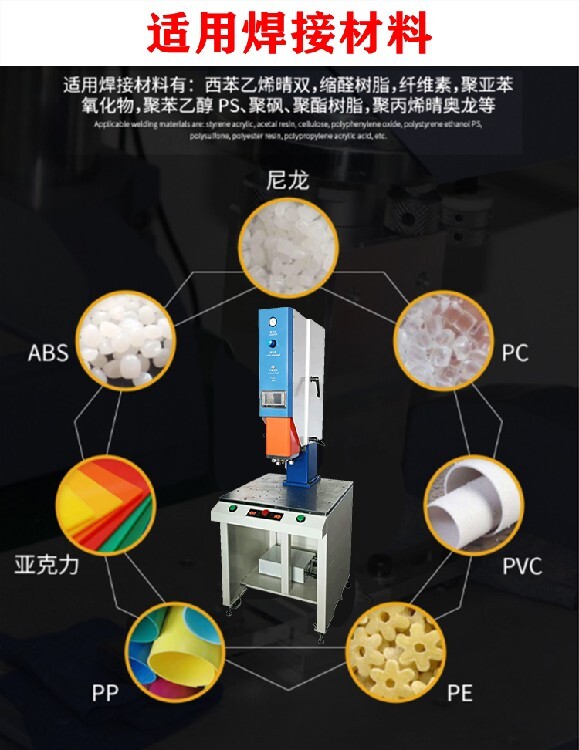
安裝與調試?
裝設程序
本焊機應安置在堅固,水平的工作臺上。機器后面應留有大于150mm的空間,以利通風散熱。
為確保安全操作,本機可靠接地,對地電阻小于4歐姆。
將三苡控制電線兩頭分別插入焊機后方三腳插座,并旋緊螺母。
將選擇開關置于手動位置。
鎖緊升降的四只螺釘,以固定超聲振頭,但切勿用力過度,以免滑牙。
將上焊模與超聲振頭之接觸面擦干凈,用螺絲接合,使用隨機扳手鎖緊,鎖緊力距為25牛頓/米。
把外氣源的氣管接入焊接機的空氣濾凈器。
音波檢驗程序
為發揮焊機的使用效果,維護焊機的性能及安全生產,每次使用機器或更換焊模,調整焊機發振系統與振動系統的發振程度,因此該項音波檢測程序非常重要。
檢測前,上焊模與超聲振頭兩者密合鎖緊,檢驗時上焊模切勿接觸工件。
合上電源開關,此時電源指示燈亮.
打開側蓋板之門頁。
將選擇開關按至音波檢測檔位置,觀測振幅表之指示值,每次音波檢測開關不能連續按下超過3秒。
順逆旋轉音波檢測螺絲使振幅表指針在低刻度值位置。注意:振幅表指針能調到1.2(或100)刻度值以下,且確保為低刻度位置,焊機的發振系統與振動系統譜振。

全國超聲波焊接機熱銷信息