






關(guān)鍵詞 |
鑄308純鎳鑄鐵焊條,鑄鐵焊條,上海鑄鐵焊條,鑄鐵用哪個(gè)焊條焊 |
面向地區(qū) |
全國 |
材質(zhì) |
鑄鐵 |
類型 |
鑄鐵焊條 |
因?yàn)樯F從其的成型方式,及組織結(jié)構(gòu),含碳量來說是不可以像熟鐵那樣焊接的,因?yàn)楹附拥臅r(shí)候應(yīng)力是總是存在的,晶粒比較粗大,含碳量高,淬火傾向大,當(dāng)然容易裂紋了,所以重要的生鐵件基本上都是采用重要的鑄鐵焊條來焊接的,并且采用冷焊工藝來焊接的,比如WEWELDING777的鑄鐵冷焊工藝,市面上也叫WE777但是這個(gè)是簡稱,很多簡稱命名的很多,所以以焊條銘牌有WEWELDING777,小藍(lán)盒2磅(0.9公斤)一盒的小藍(lán)盒為,這個(gè)在生鐵的焊接上應(yīng)用是非常多的,重要鑄鐵設(shè)備的搶修檢修的運(yùn)用還是主流。
如果生鐵件是普通的件,價(jià)值修復(fù)不大的話,一般也可以采用J506焊條焊接,做好焊前預(yù)熱,和焊后的保溫處理,這樣也是有一定的成功率的。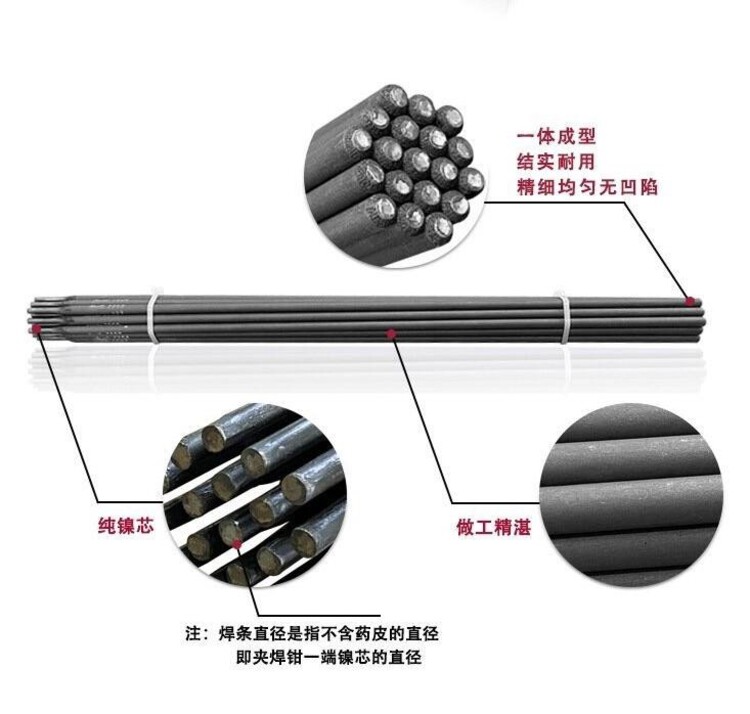
球墨鑄鐵焊接的時(shí)候出現(xiàn)裂紋是完全可以焊接,并且用冷焊接工藝采用高抗裂的WEWELDING777鑄鐵焊條焊接,控制好焊接過程溫度不要過高即可,具體規(guī)范如下:
1、一定要找到球墨鑄鐵裂紋的源頭,甚至可以加熱然后敲擊,或者著色探傷來顯現(xiàn)裂紋。
2、處理好表面的油污,雜質(zhì),濕度等不利于焊接的因素,以防產(chǎn)生氣孔。
3、有條件對(duì)裂紋兩端做止裂孔,防止焊接時(shí)候熱膨脹產(chǎn)生裂紋延伸。
4、用分段跳躍的焊接方式焊接,冷焊工藝焊接,重要的鑄鐵設(shè)備選用WEWELDING777特種鑄鐵焊條焊接,因?yàn)橹挥锌沽研阅芎昧耍⑶覞M足冷焊工藝而不會(huì)產(chǎn)生延遲裂紋的前提下才可以用。
5、焊接過程中可以通過敲擊冷卻,減少裂紋概率。
生鐵和熟鐵焊接廣義說二保焊,電焊,氣焊,氬弧焊,都可以,但是這個(gè)是要根據(jù)實(shí)際情況來說,如果從受力及抗裂效果來說,佳的焊接效果通過10多年的鑄鐵焊接現(xiàn)場經(jīng)驗(yàn)來說,鑄鐵裂紋,密封效果理想的是手工電弧焊接,如果有條件可以用熱焊工藝,如果沒有熱焊條件則可以采用冷焊工藝焊接,而冷焊工藝焊接對(duì)于鑄鐵焊條的抗裂要求就比較高了,比如高抗裂的WEWELDING777特種鑄鐵焊條,焊接后的抗拉強(qiáng)度達(dá)到48公斤級(jí)別,這個(gè)是在重要的鑄鐵機(jī)械設(shè)備及工程設(shè)備的檢修上反饋效果是特棒的,當(dāng)然了也是需要按照WEWELDING777的使用規(guī)范來焊接的,一般的WEWELDING777發(fā)貨都隨貨帶了威歐丁加蓋紅色公章的說明書的為。
鑄鐵跑銅焊是沒有辦法的辦法,此方法也強(qiáng)烈建議只運(yùn)用于普通的民用沒有價(jià)值的鑄鐵件,重要的鑄鐵件是千萬不可以用這種硬銅火焰釬焊的,因?yàn)榕茔~焊熔點(diǎn)溫度過高,達(dá)到900度左右,鑄鐵在高溫下焊接后不經(jīng)過保溫處理,冷卻裂紋傾向非常之大,即便是保溫處理,應(yīng)力的影響對(duì)于銅焊層來說也顯得力不從心,所以如果個(gè)人建議如果用銅焊,還不如加熱600度左右,然后快速用J506的普通焊條焊接,焊后保溫緩冷,這個(gè)也比銅火焰焊接強(qiáng)。 如果是重要的鑄鐵設(shè)備,比以上兩種方法工藝更加放心的就是用高抗裂的WEWELDING777特種鑄鐵焊條焊接,一種進(jìn)口的2磅(0.9公斤)包裝的小藍(lán)盒子包裝的進(jìn)口鑄鐵焊條,用冷焊工藝焊接,小電流斷續(xù)焊接,控制母體溫度不要升溫太多,好是保持常溫狀態(tài)為理想,這樣可以讓焊縫有非常非常高的成功率。
鑄鐵件壞了可以焊接,采用風(fēng)焊還是電焊這個(gè)取決于你的焊接條件和焊接工件。
如果風(fēng)焊和電焊都有的前提下,當(dāng)然是選擇電焊,當(dāng)然如果只有風(fēng)焊,那也可以用銅風(fēng)焊但是記住了風(fēng)險(xiǎn)是相當(dāng)大,臨時(shí)應(yīng)急可以,切莫不可以用于重要的鑄鐵設(shè)備及零件上采用這種風(fēng)焊辦法,一般就是民用非重要的鑄鐵零件或者設(shè)備部位用這種應(yīng)急又沒有電焊條件的前提下使用。
如果是電焊怎么焊接呢?這個(gè)也是看焊接工件的重要性,如果價(jià)值不是特別高,焊接一個(gè)不如買一個(gè)的那種可以用加熱600度左右,然后焊后保溫緩冷,采用J506電焊條焊接,如果是重要的鑄鐵設(shè)備,或者機(jī)械零件,則建議是用可以適合冷焊工藝焊接的WEWELDING777鑄鐵焊條,這樣確保焊后不會(huì)裂紋產(chǎn)生,主要是焊后的抗拉強(qiáng)度達(dá)到480MPA可以滿足大部分的鑄鐵焊接強(qiáng)度要求和使用壽命。
1、鑄鐵組織比較疏松,長期油浸后再焊接的時(shí)候會(huì)出現(xiàn)那種問題,這種情況下需要用割燒烤直至不冒煙為止
2、鑄鐵焊條本身輕微受潮,這個(gè)時(shí)候需要對(duì)焊條做烘烤處理
3、鑄鐵本身的鑄造原因?qū)е码s質(zhì)含量比較多,在電焊形成熔池的時(shí)候返渣的情況產(chǎn)生,這種情況下可以采用具有比較好的清渣效果的WEWELDING777鑄鐵焊條焊接,以減少這種氣孔的風(fēng)險(xiǎn)
生鐵焊接使用常規(guī)的逆變焊機(jī)就可以,逆變焊機(jī)是直流輸出,根據(jù)焊條的要求的接法采取正接還是反接,地線接正極是正解,地線接負(fù)極是反接。
然后就是常規(guī)的生鐵焊接如果用熱焊的工藝焊接,比如用堿性藥皮的J506焊條焊接就用反接法,如果用交流電焊機(jī)就無所謂正接反接了,提醒一下J506的電焊條焊接生鐵,需要對(duì)生鐵做600度左右的預(yù)熱處理,預(yù)熱以后,然后保溫緩冷是有一定的成功率的。
如果是生鐵焊接使用冷焊工藝焊接,則選用抗裂性能好一些的比如WEWELDING777特種鑄鐵焊條,焊機(jī)可以交直流兩用,如果用直流的時(shí)候可以正接反接都可以。
焊接生鐵如果是有價(jià)值的東西,就考慮抗裂性能的WEWELDING777特種鑄鐵焊條,2磅小藍(lán)盒包裝(相當(dāng)于0.9公斤),這種冷焊的工藝在電焊基本功沒有問題的前提下,不會(huì)產(chǎn)生裂紋。
鑄鐵冷焊時(shí)的要求
:選擇冷焊的抗裂性能要足夠好 ,一般是Z308的鑄鐵焊條,如果強(qiáng)度要更加高一些,抗裂性能更加好一些就用WEWELDING777特種鑄鐵焊條,焊接后的強(qiáng)度達(dá)到48公斤級(jí)別。
然后焊接過程需要小電流小規(guī)范焊接,盡量不要連續(xù)施焊,減少應(yīng)力影響也可以通過敲擊緩解應(yīng)力拉伸。
| 主營行業(yè):焊條 |
| 公司主營:耐磨焊條焊絲,鈷基焊條焊絲 |
| 主營地區(qū):山東省濟(jì)南市天橋區(qū)藍(lán)翔路15號(hào)時(shí)代總部基地六區(qū)50號(hào)樓6樓B區(qū)79 |
| 企業(yè)類型:其他有限責(zé)任公司 |
| 注冊(cè)資金:人民幣300萬 |
| 公司成立時(shí)間:2013-01-02 |
| 經(jīng)營模式:生產(chǎn)型 |
| 公司郵編:054000 |
| 公司電話:0531-81765623 |
————— 認(rèn)證資質(zhì) —————



















