






關鍵詞 |
生產不銹鋼焊絲,黑龍江不銹鋼焊絲,不銹鋼焊絲用途,生產不銹鋼焊絲 |
面向地區 |
全國 |
規格 |
2.00mm |
不銹鋼焊絲
1、不銹鋼實芯焊絲既可用惰性氣體保護焊(TIG,MIG焊)。也可用于埋弧焊。
2、不銹鋼MIG焊既可達到焊接,又容易實現焊接自動化,廣泛用于堆焊及薄板接等領域。
3、MIG焊用焊絲化學成分與TIG焊絲一樣,但對某些不銹鋼品種,還有一種SI含量較高的MIG焊絲,如與ER308,ER309焊絲對應的ER308Si,ER309Si等,由于含Si高達0.8%左右,降低了熔滴金屬的表面張力,使熔滴顆粒變細,更容易實現噴射過度,使電弧變得更穩定。
4、同時還能改善熔滴金屬的濕潤性,使焊道波紋美觀,不易產生未焊透,夾渣,氣孔等缺餡。
不銹鋼氬弧焊絲市氬弧焊焊絲。氬弧焊是鎢極惰性氣體保護焊(TIG)的一種。是在氬氣保護下,利用電弧熱熔化母材和填充絲而形成接頭的焊接方法。主要控制焊接電流、焊接速度、氬氣流量三個參數。與手工焊相比,電弧和熔池可見,操作方便;可焊接活性金屬的薄板結構;焊縫質量好,接頭強度可達母材的80%~90%。
坤明焊材服務流程:
1:客戶根據自己產品規格提供所需產品的詳細資料
2:我廠找的技術人員根據您的描述給給您提供適合您的焊絲以及細節說明,并且會給出相應的報價。
3:雙方友好協商,然后簽訂合同,根據客戶訂貨量可以商議付款方式。
4:我廠按照合同規格給貴公司做好產品,并且按時發貨。
5:貨物到以后,我廠會有人員給予技術
6:定期售后維護,并后期使用方式方法,讓客戶產品用的安心,用的放心。
打底焊
1,在坡口面上引弧,馬上退到坡根始焊點(一般在6點位置mm左右),當看到開始熔化,立即填充焊絲,使焊絲與母材一起熔合,這時能看到熔液與熔渣均勻地通過坡口流向管內而形成熔孔;焊槍作小幅鋸齒形擺動,稍快些向上運動,焊絲始終不離開氬氣保護,并要貼在坡口鈍邊間隙處,采用間斷送絲法,一拉一送,一滴一滴向熔池內填送。
2,在施焊過程中,要保持短弧操作;手把要穩,送絲要干凈利索,注意焊絲與鎢極的距離,防止“打鎢”,否則要磨干凈后再重新焊接。
3,控制熔孔大小、形狀一致是打底焊雙面成形的關鍵。
4,在打底焊過程中,要使焊絲均勻地熔化,并形成一層薄渣均勻地滲透到管口內,對焊縫進行渣保護,這就是為什么用有藥焊絲的原因所在。
5,焊后進行錘擊,使焊渣脫落;也可用壓縮空氣或用水沖等辦法將管內的焊渣清除掉,這樣管內得到漂亮的金焊縫。
二氧化碳氣體保護電弧焊(簡稱CO2焊)的保護氣體是二氧化碳(有時采用CO2+O2的混合氣體)。由于二氧化碳氣體的0熱物理性能的影響,使用常規焊接電源時,焊絲端頭熔化金屬不可能形成平衡的軸向自由過渡,通常需要采用短路和熔滴縮頸爆斷、因此,與MIG焊自由過渡相比,飛濺較多。但如采用焊機,參數選擇合適,可以得到很穩定的焊接過程,使飛濺降低到小的程度。由于所用保護氣體價格低廉,采用短路過渡時焊縫成形良好,加上使用含脫氧劑的焊絲即可獲得無內部缺陷的焊接接頭。因此這種焊接方法目前已成為黑色金屬材料重要焊接方法之一。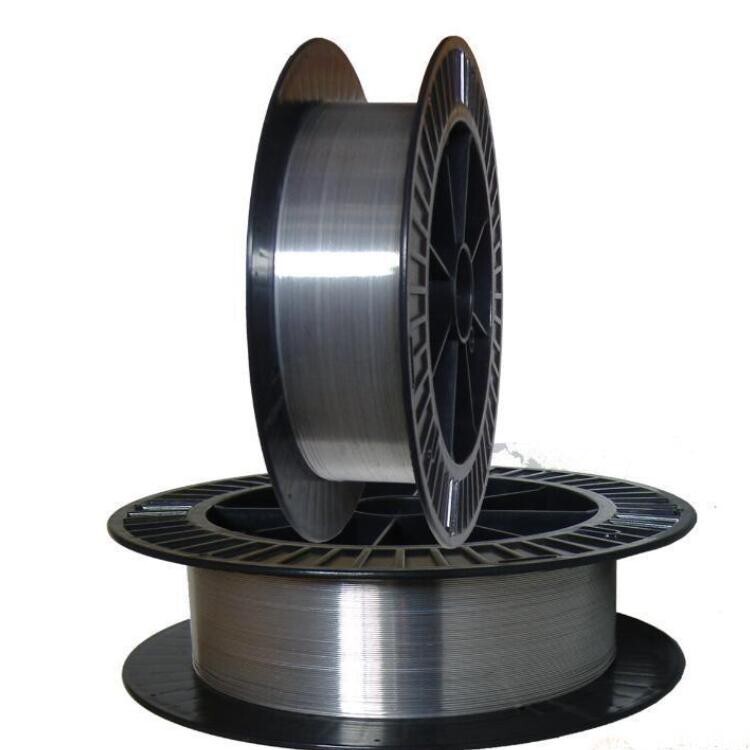
不銹鋼焊絲是一種用于不銹鋼焊接的焊接材料,具有抗腐蝕、耐磨損、高溫強度和良好的焊接性能的特點。不銹鋼焊絲通常由不銹鋼合金制成,包括316L、308L、309L等不同型號,用于焊接不同種類的不銹鋼材料。 不銹鋼焊絲廣泛應用于船舶、化工、食品加工、醫療器械、建筑和航空航天等行業的焊接工藝中。不銹鋼焊絲有多種規格和尺寸可供選擇,以適應不同焊接要求的需要。 使用不銹鋼焊絲進行焊接時,需要注意選擇合適的焊接工藝參數、保護氣體和焊接方法,以確保焊接質量和效果。常見的不銹鋼焊接方法包括氬弧焊、電弧焊和激光焊等。

山東上焊焊接材料有限公司,是國內較早開發和生產焊接材料的廠商。公司主營業務為開發、生產和銷售焊絲及焊條( 特種焊接材料,堆焊耐磨焊接材料,不銹鋼焊接材料,鎳基合金焊接材料,耐熱鋼焊接材料,埋弧焊絲,氣保焊絲,藥芯焊絲, 鈦焊絲, 銀焊絲, 鋁焊絲, 銅焊絲,低合金鋼焊絲系列),公司設備精良,其中關鍵工序的設備系從美國、德國等國家引進。公司具備完善的生產、試驗和檢測手段,技術力量雄厚。公司具有較強的研發能力,先后與西安科技大學、寶鋼鋼鐵公司、鞍山鋼鐵公司、邯鄲鋼鐵公司建立了良好的合作關系 自創立以來,公司堅持化發展戰略,心無旁顧,一直專注于焊絲領域的發展,在技術、品質、服務和規模上取得長足進步,獲得客戶和行業主管部門的認可。 公司生產的“力通”焊接材料全國各地,廣泛應用于鐵路機車、造船、石油管道、橋梁、工程機械、集裝箱、壓力容器、汽車、摩托車等各領域的鋼結構焊接。 我廠以“誠信”為企業發展的根本,以“永遠讓客戶滿意”為宗旨,竭誠為你提供零缺陷的產品和的服務,歡迎新老朋友光臨惠顧!


















